مقدمه
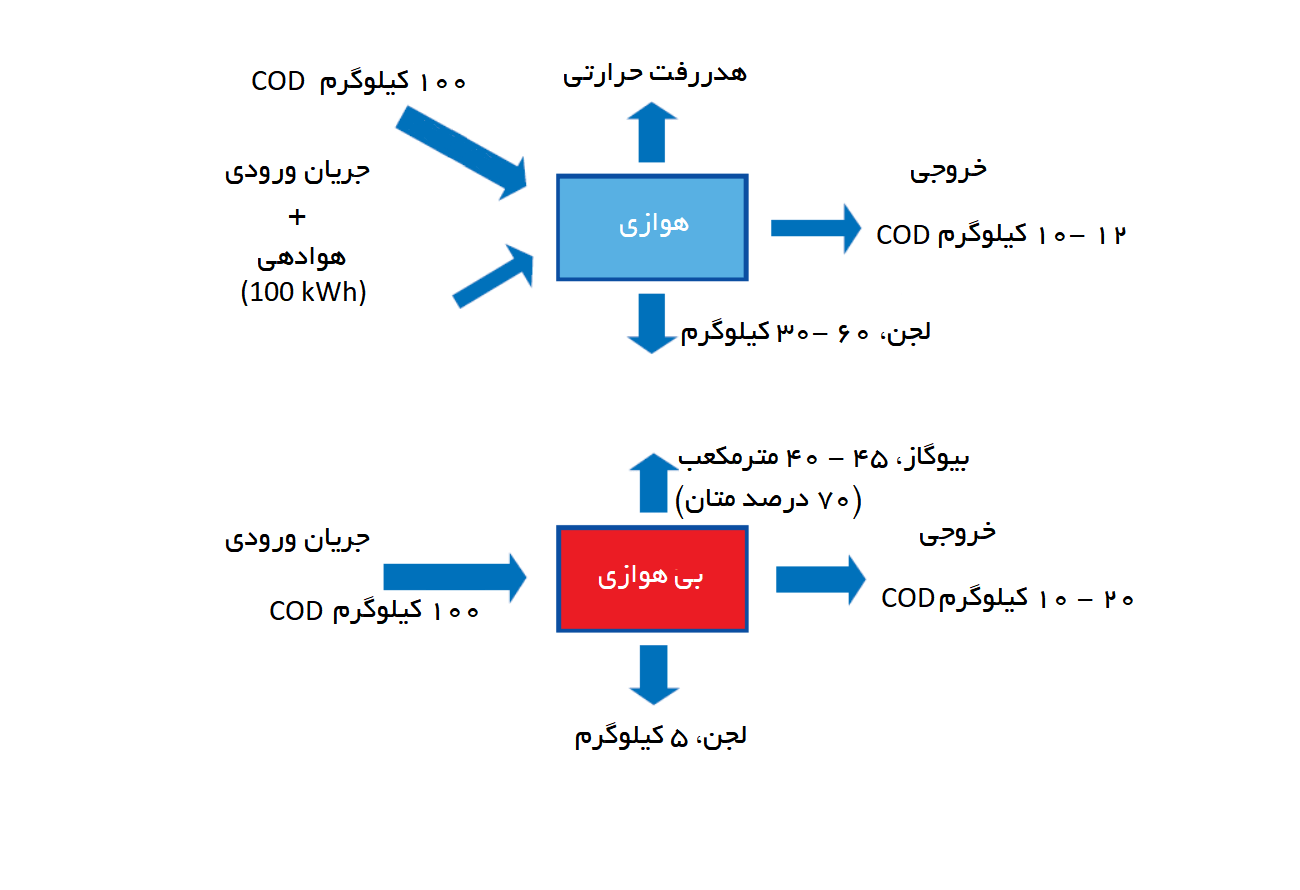
فرآیند تصفیه بیولوژیکی بی هوازی روشی متعارف و پرکاربرد می باشد که معمولا با عنوان هاضم بیهوازی برای تصفیه مواد جامد زائد آلی پیچیده مانند لجن فاضلاب اولیه و ثانویه مورد استفاده قرار می گیرد. سیستم های تصفیه هوازی مانند لجن فعال متعارف (CAS) کاربرد گسترده ای در تصفیه فاضلاب هایی با میزان آلودگی کم (COD کمتر از mg/L 1000) دارند. فرآیندهای CAS به دلیل نیاز به هوادهی بالا انرژی زیادی مصرف نموده و حجم بالای لجن تولید شده توسط این فرآیندها نیز نیاز به تصفیه و دفع مناسب دارند. در نتیجه هزینه های بهرهبرداری، تعمیر و نگهداری در این سیستم ها بسیار بیشتر از سیستم های بی هوازی است.
با این وجود به دلیل انعطاف پذیری بیشتر سیستم های هوازی در مقابل نوسانات (مانند دمای محیط) و سادگی راهبری، فرآیند تصفیه بی هوازی به ندرت برای تصفیه فاضلاب های ضعیف مانند فاضلاب های شهری مورد استفاده قرار گرفته است. علاوه بر حساسیت در مقابل نوسات عوامل دیگری مانند هزینه اولیه بیشتر و بالا بودن مدت زمان راه اندازی و بهره برداری نیز در تصمیم تاثیرگذار بوده اند. اما در سه دهه گذشته با اصلاح طراحی، ارتقا سیستم و شناخت بیشتر و بهتر این روش ها توسط طبقات مختلف تولید و استفاده کننده از سیستم های تصفیه فاضلاب، استفاده از این روش به دلیل مزیت های بیشتر آن در مقایسه با سیستم های هوازی و همچنین مقرون به صرفه بودن آن رشد چشمگیری داشته است.
تجزیه بی هوازی مواد آلی
عواملی که نشان دهنده ی میزان کارآیی حذف مواد آلی زیست تخریب پذیر توسط یک روش تصفیه مشخص می باشند، عبارتند از:
- طبیعت و ترکیب مواد آلی مورد نظر
- مناسب بودن عوامل محیطی
- زمان ماند لجن در راکتور
- شدت اختلاط و در نتیجه تماس بین توده های باکتری و مواد آلی
- بارگذاری مناسب مواد آلی با توجه به توده لجن باکتری و مدت زمان ماند
عوامل 1 و 2 اساسا وابسته به خواص و ویژگی های فاضلاب هستند در حالی که عوامل 3 تا 5 تابع نوع طراحی و سیستم تصفیه مورد استفاده می باشند. تبدیل ماکرومولکول های پیچیده مواد آلی موجود در فاضلاب به بیوگاز نیازمند چندین گروه مختلف از میکروارگانیسم ها میباشد. نمونه ای از توالی واکنش های مربوط به هضم این ماکرومولکول های پیچیده در شکل زیر نشان داده است.
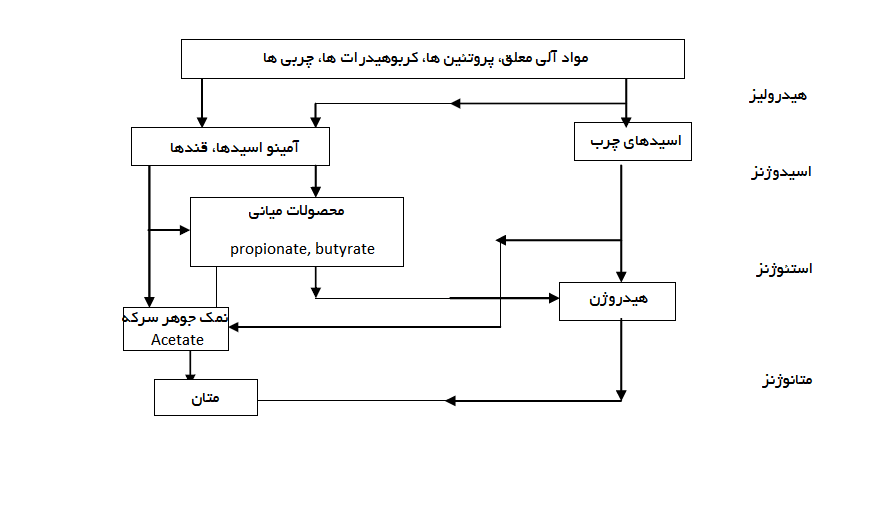
همانطور که گفته شد، برای هضم بی هوازی پروتئین ها، کربوهیدرات ها و چربی ها باید مراحل مختلفی طی گردد. به طور کلی چهار فرآیند اصلی که در طول روند تبدیل مواد آلی به بیوگازها رخ می دهد را می توان به این صورت طبقه بندی نمود: 1) هیدرولیز، 2)اسیدوژنز، 3)استوژنز و 4)متانوژنز.
مروری کلی بر فرآیند تجزیه بی هوازی
تبدیل بی هوازی بیولوژیکی زائدات آلی به بیوگاز (متان) فرآیندی پیچیده می باشد که شامل تجمع و افزایش جمعیت برخی توده های باکتریایی (متناسب با خصوصیات منحصر به فرد فاضلاب و محصول نهایی) است. به طور غیرمستقیم و کلی می توان بیان کرد که فرآیند بی هوازی شامل همزیستی مستقیم و غیرمستقیم بین گروه های مختلفی از باکتری ها می باشد. معمولا محصول تولید شده توسط یک دسته از باکتری ها تامین کننده مواد غذایی مورد نیاز برای گروه دیگری از باکتری ها می باشد، بنابراین حفظ تعادل بین جمعیت باکتری ها و منابع غذایی بسیار مهم و ضروری می باشد.
تغییر ماهیت بیولوژیکی مواد آلی در سه مرحله اتفاق می افتد. اولین گام در این فرآیند تبدیل ترکیبات توده ای با جرم مولکولی بالا به ترکیباتی مناسب برای استفاده به عنوان منابع انرژی کربن سلولی می باشد (هیدرولیز). دومین مرحله (اسیدوژنز) شامل تبدیل باکتریایی ترکیبات تولید شده در گام اول به ترکیبات واسط قابل شناسایی به صورت توده هایی با جرم مولکولی کمتر است. زنجیره های کوتاه اسیدهای چرب تولید شده در طول فرآیند اسیدوژنز توسط گروهی از باکتری ها (استوژن ها) برای تولید استات (acetate) استفاده میشوند.
مرحله سوم (متانوژنز) شامل تبدیل باکتریایی ترکیبات واسط به محصول ساده ی نهایی (متان و کربن دی اکسید) می باشد. نام گذاری های مختلفی برای این سه مرحله وجود دارد، به عنوان مثال در یکی از نام گذاری های صورت گرفته توسط مک کارتی در سال 1962، مراحل اول و دوم فاز ثابت BOD و مرحله سوم فاز کاهش BOD لقب گرفت، چرا که کاهش BOD یا COD صورت گرفته در طول فرآیند تولید متان (مرحله سوم) به اندازه ی کل فرآیند می باشد.
عوامل تاثیرگذار بر روی هضم بی هوازی
بهبود و توسعه تکنولوژی مورد استفاده در فرآیند بی هوازی مستلزم درک بهتر عوامل موثر بر روی ثبات فرآیندهای بیولوژیکی می باشد. معمولا بی ثباتی فرآیند با افزایش سریع غلظت اسیدهای فرار در اولین مرحله واکنش شناسایی می شود. pH پایین با کاهش همزمان تولید گاز متان موجب اختلال در روند متانوژنزی می گردد.
انطباق باکتری ها با شرایط در حدود 3 تا 8 هفته زمان خواهد برد. باکتری هایی که به اندازه ی مناسبی با شرایط محیطی موجود خود را هماهنگ کرده اند، پایداری و ثبات بیشتری در مقابل حوادثی از قبیل بارگذاری بیش از حد هیدرولیکی، نوسانات دمایی، تغییر غلظت آمونیاک و اسیدهای فرار و … نشان می دهند. عوامل محیطی متعددی نظیر نرخ رشد، نرخ تجزیه، تولید گاز، میزان مصرف مواد مغذی و … نیز بر روی فرآیند هضم بی هوازی تاثیر گذار می باشند. برخی از مهم ترین این عوامل شامل موارد زیر هستند.
pH، اسیدیته و قلیاییت
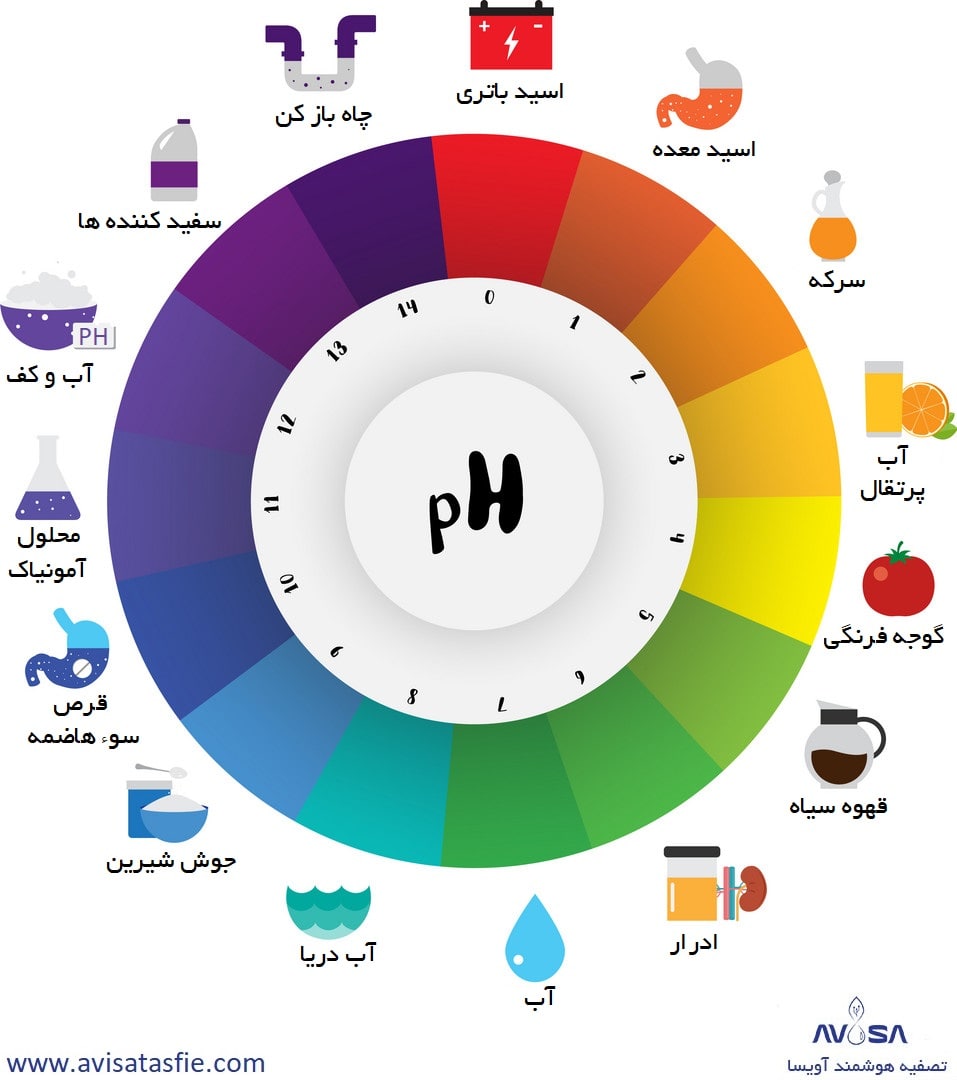
میکروارگانیسم های متانوژنیک به تغییرات pH بسیار حساس می باشند. بازه ی مناسب pH برای باکتری های تولید کننده متان که قابلیت تطبیق با تغییرات را ندارند در حدود 6/7 – 6/6 می باشد. باکتری های غیرمتانوژنیک به این شدت بر روی شرایط محیطی حساس نیستند و در بازه pH بزرگتری (5/8 – 5) می توانند به عملکرد خود ادامه دهند. مقدار pH در داخل راکتور، وابسته به فرآیند واکنش بی کربنات – کربن دی اکسید سیستم بافری و اسید فرار – آمونیاک تشکیل شده توسط فرآیند می باشد.
توجه به تراکم اسیدها بسیار مهم و حیاتی می باشد چرا که وجود بیش از حد آنها می تواند موجب اختلال و از بین رفتن باکتری های متانوژنیک شود. برای این منظور مقدار ظرفیت بافری موجود در راکتور باید کافی باشد تا از اسیدی شدن راکتور پیشگیری گردد. همچنین افزودن کربنات ها و بی کربنات های سدیم و کلسیم به هاضم برای تامین شرایط مورد نیاز فعالیت بافری از اهمیت ویژه ای برخوردار است، آهک (کلسیم هیدروکسید) بیشترین کاربرد را برای این منظور دارد. تنها اسیدهای فرار غیر یونیزه در محدوده غلظت mg/L 60 – 30 سمی هستند.
دما

مانند تمام فرآیندهای بیولوژیکی، فرآیندهای بی هوازی نیز تحت تاثیر درجه حرارت می باشند. بالا رفتن دما موجب بیشتر شدن فعالیت میکروب ها تا رسیدن به درجه حرارت مطلوب می شود. بالاتر رفتن درجه حرارت از مقدار مطلوب تعیین شده موجب کاهش شدید فعالیت میکروب ها خواهد شد. فرآیندهای بی هوازی در بازه ی دمایی گسترده ای (40 – 3 درجه سانتیگراد) انجام می شوند.
انحراف از دمای مطلوب سیستم موجب اختلال در عملکرد سیستم می شود. با وجود آنکه بیشتر هاضم های لجن در محدوده ی دمایی مزوفیلی (40 – 30 درجه سانتیگراد) عملکرد مطلوبی دارند، مرحله متانوژنز در دماهای پایین تری (15 – 12 درجه سانتیگراد) اتفاق می افتد. تاثیر افزایش دما بر روی واکنش های بیوشیمیایی در محدوده ی 25 – 4 درجه سانتیگراد بسیار شدید می باشد.
دمای مطلوب برای رشد میکروارگانیسم های بی هوازی 35 درجه سانتیگراد یا بیشتر می باشد. با وجود آنکه هاضم های بی هوازی قابلیت عملکرد در درجه حرارت های پایین تر (20 درجه سانتیگراد) را نیز دارا می باشند، اما رشد بی هوازی تحت این شرایط بسیار آهسته بوده و نیازمند مدت زمان راه اندازی طولانی و بروز مشکلات متعدد در عملکرد سیستم می باشد.
در شرایطی که دمای عملکرد راکتور پایین می باشد، راه اندازی در دمای تقریبی 35 درجه سانتیگراد مناسب و مقرون به صرفه می باشد. در دمای کمتر از 25 درجه سانتیگراد، نرخ هضم به شدت افت کرده و راکتورهای بی هوازی معمول در آب و هوای سردسیر، برای تصفیه لجن فاضلاب به زمان ماندی در حدود 12 هفته نیاز دارند.
اکثر سیستم های هاضم صنعتی در بازه ی مزوفیلی و در محدوده ی 40 – 30 درجه سانتیگراد عمل می کنند. این احتمال وجود دارد که میزان واکنش های میکروبی فرآیندهای گرماگرا در دماهای بالا (60 – 50 درجه سانتیگراد) افزایش یابد، بنابراین کاهش SRT در بعضی شرایط میتواند سودمند باشد. با این حال عدم پایداری در تصفیه فاضلاب با استفاده از فرآیندهای گرماگرا، همواره از احتمال بالایی برخوردار است. بیشترین کاربرد هضم با استفاده از فرآیندهای گرماگرا زمانی اتفاق می افتد که جریان فاضلاب ورودی دمای بالایی داشته و هاضم در محل موجود باشد.
نکته ی بسیار مهم در مورد بازه های دمایی ذکر شده (سایکروفیلیک، مزوفیلیک و ترموفیلیک) یکسان بودن دمای محتویات در تمام قسمت مخزن و تاثیر آن روی فرآیند هضم بی هوازی میباشد. تغییرات دمایی حتی به میزان چند درجه بیشتر از بازه ی تعیین شده می تواند موجب اختلال در عملکرد میکروارگانیسم ها و فرآیندهای موجود در راکتور گردد که برای بازیابی سیستم به حالت اولیه نیاز به زمان طولانی (چندین روز) می باشد. یکسان سازی دما در تمام سیستم می تواند توسط اسپری گاز، عبور دادن جریان از روی مبدل های حرارتی، اختلاط کافی با استفاده از پره ها و پاروئک ها انجام شود.
مواد مغذی

در بسیاری از مواقع از فرآیندهای تصفیه فاضلاب به روش بی هوازی برای فاضلاب های صنعتی استفاده می شود که حاوی کمترین مقدار مواد مغذی هستند. این کار موجب اختلال در کارآیی سیستم شده و در صورت عدم تزریق مواد غذایی، سیستم با کمبود شدید مواد مغذی مواجه خواهد شد.
معمولا از پارامترهای COD/N و COD/N/P برای بیان مقدار مواد مغذی مورد نیاز استفاده می شود. مقدار مطلوب نرخ N/P چیزی در حدود 7 می باشد و حداقل مقدار تئوری نرخ COD/N نیز 7/350 در نظر گرفته می شود. این عدد برای فرآیندهای بی هوازی سریع (COD/kg kg 2/1) در حدود 7/400 و برای فرآیندهای کند (کمتر از COD/kg kg 5/0) 7/1000 یا بیشتر خواهد بود.
علاوه بر نیتروژن و فسفر وجود برخی فلزات نیز برای فرآیندهای بی هوازی مهم و ضروری میباشد. وجود فلزاتی مانند مولیبیدیم، سلنیوم، تنگستن و نیکل برای فعالیت بسیاری از آنزیمها مورد نیاز است. در مواقعی که این فلزات در فاضلاب موجود نباشند، افزودن نیکل، کبالت و مولیبیدیم می تواند موجب افزایش تولید متان شده و با کاهش زمان ماند راکتور میتوان مقدار فاضلاب بیشتری را تصفیه نمود.
مواد مهارکننده

بروز اختلال در عملکرد فرآیندهای هضم بی هوازی می تواند به واسطه ی مواد سمی موجود در سیستم صورت گیرد. این مواد می توانند ترکیبات موجود در فاضلاب ورودی یا محصولات جانبی حاصل از سوخت و ساز داخل هاضم باشند. این ترکیبات سمی شامل سولفیدها هستند که در فاضلاب صنایعی مانند قند و شکر، پالایش نفت و دباغی ها وجود دارند. اسیدهای فرار و سایر محصولات میکروبی با تجمع و کاهش ظرفیت بافری سیستم موجب اختلال در عملکرد سیستم می شوند. این اختلال می تواند ناشی از افزایش میزان آمونیاک، قلیایت، فلزات قلیایی و فلزات سنگین در سیستم باشد.
اسیدهای فرار: یکی از اصلی ترین دلایل بروز بی ثباتی در راکتورهای فرآیند بی هوازی، افزایش سریع و زیاد غلظت اسیدهای چرب فرار است. این عامل نشان دهنده ی عدم وجود توده و جمعیت کافی متانوژن ها به علت اختلالات محیطی از جمله تغییرات بارگذاری، کمبود مواد غذایی یا نفوذ مواد مهارکننده به سیستم است. استات، کمترین میزان سمیت را در میان اسیدهای فرار دارا می باشد در حالی که پروپیونات اصلی ترین نقش را در مختل کردن عملکرد هاضم بر عهده دارد.
اختلال در سیستم توسط اسیدهای فرار در pH اسیدی می تواند به دلیل وجود مقادیر زیادی از VFAs غیریونیزه در سیستم باشد. ماهیت غیرقابل تفکیک این اسیدها این اجازه را به آنها میدهد تا نسبت به همتایان یونیزه شده خود راحتر به غشا سلولی باکتری ها نفوذ کنند، که این امر موجب کاهش درون سلولی pH و در نتیجه کاهش میزان متابولسیم میکروبی خواهد شد. غلظت VFA درون راکتور نباید بیشتر از mg/L 500 باشد، که برای دستیابی به بهترین راندمان این عدد باید کمتر از mg/L 200 باشد.
آمونیاک – نیتروژن: با وجود آنکه آمونیاک بافر بسیار مهمی در فرآیندهای بی هوازی می باشد، غلظت بالای آمونیاک می تواند از اصلی ترین دلایل اختلال در عملکرد سیستم باشد. در راکتورهایی که میزان بارگذاری آمونیاک در آنها بالا نیست، افزایش ناگهانی و بیش از حد غلظت آمونیاک در سیستم می تواند منجر به تولید VAFs شده به طوری که ظرفیت بافری سیستم قادر به مقابله با این کاهش pH نخواهد بود. کاهش بیشتر میزان قلیاییت و پایین آمدن pH موجب از کار افتادن راکتور خواهد شد. این اختلال با کاهش میزان تولید متان و افزایش تشکیل اسیدهای فرار شناسایی می شود.
سولفید: سولفات و سایر ترکیبات اکسید شده ی سولفور (گوگرد) تحت شرایط معمول حاکم بر هاضم های فرآیند بی هوازی به راحتی به سولفید کاهش پیدا می کنند. آمینو اسیدهای حاوی سولفور نیز می توانند به سولفید تجزیه شوند. اهمیت این ترکیبات زمانی مهمتر می شود که از فرآیند بی هوازی برای تصفیه فاضلاب صنایعی استفاده شود که مقادیر قابل توجهی از سولفیدها را وارد جریان فاضلاب خود می کنند.
این سولفیدها که توسط فعالیت میکروارگانیسم ها تشکیل می شوند، بسته به کاتیون های موجود می توانند به صورت محلول یا نامحلول باشند. در مواردی که نمک تشکیل شده به صورت نامحلول می باشد، تاثیر آنها بر روی فرآیند هضم بسیار ناچیز است. به عنوان مثال افزودن آهن می تواند با حذف S2- به صورت رسوب، تاثیر سولفید را مهار کند.
دی سولفوویبریو و سایر باکتری ها و سلول های کاهش دهنده ی سولفات، از سولفات و برخی میکروارگانیسم های تخمیرکننده (که از آمینواسیدهای حاوی سولفور برای تولید سولفید استفاده می کنند)، سولفید تولید می کنند. افزایش غلظت سولفید (بیشتر از mg/L 200) در یک هاضم با دمای 35 درجه سانتیگراد که دارای تغذیه و اختلاط پیوسته می باشد، باعث بروز اختلال شدید و توقف کامل تولید گاز می گردد.
تمام فلزات سنگین، به غیر از کروم، تشکیل نمک های سولفیدی نامحلول می دهند، لذا از این طریق می توان سولفید موجود در سیستم را از طریق فرآیند ترسیب جدا نمود. همچنین سولفید آزاد را می توان بوسیله تولید گازهای قوی از سیستم حذف نمود.
فلزات سنگین: از شایع ترین عوامل مختل کننده فعالیت هاضم های لجن، فلزات سنگین میباشند. به طور کلی فلزات سنگین در حالت محلول قابلیت بیشتری برای سمی نمودن راکتور نسبت به حالت غیرمحلول دارا می باشند. فرآیند هضم بی هوازی موجب کاهش ظرفیت شیمیایی برخی فلزات سنگین می گردد به عنوان مثال آهن و مس می توانند از حالت سه ظرفیتی به دو ظرفیتی کاهش یابند. این کار موجب کاهش مقدار عوامل رسوب گذار (مانند سولفید) که برای حذف یون های فلز از محلول حیاتی می باشند، می گردد.
یکی از راه های حذف فلزات سنگین از سیستم های فرآیند بی هوازی، ترسیب است. فلزاتی مانند مس، کروم، نیکل و روی در صورت غلظت بیش از حد می توانند موج سمی شدن راکتور شوند، مقدار غلظت مجاز برای فلزات موجود در فاضلاب منحصر به فرد بوده و برای هر فلز متفاوت است.
ویژگی های مفید فرآیندهای هضم بی هوازی

تصفیه فاضلاب بسیاری از صنایع با استفاده از فرآیند بی هوازی بسیار مناسب بوده و دارای نکات مثبت متعددی می باشد:
- میزان بالای تثبیت زائدات
- کمترین میزان تولید لجن بیولوژیکی و امکان خشک نمودن مستقیم آن در بسترهای خشک سازی لجن بدون نیاز به تصفیه بیشتر (به دلیل آب گیری مناسب)
- نیاز کم به مواد مغذی، بنابراین فرآیند تصفیه بی هوازی گزینه مناسبی برای تصفیه فاضلاب در محل هایی می باشد که نیاز به افزودن مواد غذایی خارجی دارند
- عدم نیاز به اکسیژن، صرفه جویی در مصرف انرژی مورد نیاز برای هوادهی و تامین اکسیژن مورد نیاز فرآیندهای هوازی
- تولید محصولات جانبی ارزشمند (متان)
- امکان بارگذاری بیشتر (مواد آلی) در مقایسه با سیستم های هوازی
- نیاز به فضای کمتر در مقایسه با بسیاری از فرآیندهای هوازی
- مناسب بودن برای صنایعی که تولید فاضلاب فصلی دارند؛ عدم تغذیه چند ماهه سیستم موجب ناکارآمدی سیستم نخواهد شد
میزان جامدات بیولوژیکی تولیدی در سیستم های فرآیند بی هوازی به ازای واحد حجم مواد آلی بسیار کمتر از سیستم های هوازی است. این یکی از اصلی ترین مزایای فرآیندهای بی هوازی میباشد که مقدار لجن نهایی برای دفع را کاهش می دهد. این کار نتیجه ی تبدیل جامدات فرار موجود به محصول نهایی با سطح انرژی بسیار بالا (متان، کربن دی اکسید و آب) است. متان به عنوان سوخت دارای ارزش اقتصادی بالایی می باشد و از آن می توان به عنوان منبع انرژی برای تولید گرما و انرژی در بسیاری از صنایع استفاده نمود.
مزیت اصلی دیگر این سیستم ها مقدار پتانسیل بارگذاری می باشد. فرآیندهای هوازی به علت عدم توانایی انتقال و تامین مقدار اکسیژن مورد نیاز سیستم، دارای محدودیت هایی در میزان بارگذاری مواد آلی دارا هستند، در صورتی که چنین محدودیت هایی برای بارگذاری مواد آلی در فرآیندهای بی هوازی بی معنی می باشد. لجن تثبیت شده ی حاصل از فرآیندهای بی هوازی در اغلب مواقع عاری از بوی قوی یا ضعیف بوده و از آن می توان به عنوان محصول نهایی، در زمین های زراعی استفاده نمود، چرا که این لجن های هضم شده دارای مقدار مواد مغذی مورد نیاز برای مصرف گیاهان می باشد.
همچنین پاتوژن ها نیز در طول فرآیند بی هوازی تا حد بسیار زیادی از بین می روند. با توجه به مدت زمان بالای ماند و در نتیجه نرخ پایین رشد، عملکرد سلول نیز بسیار پایین خواهد بود. به این ترتیب بخش عمده ی کربن موجود در فاضلاب در اختیار متانوژنز بوده که در شرایط عادی و به طور میانگین تولید متان 36/0 – 33/0 مترمکعب در کیلوگرم COD در دمای 35 درجه و فشار اتمسفر خواهد بود.
با این حال همچنان به دلایل مختلفی از فرآیندهای بی هوازی به طور گسترده استفاده نمیشود. میکروارگانیسم های بی هوازی، به خصوص متانوژنزها نرخ رشد بسیار کندی دارند. درHRT پایین، احتمال شسته و خارج شدن زیست توده ها به دلیل سرعت بالاتر جریان برجسته تر خواهد بود. این عامل موجب دشوار شدن فرآیند تامین میزان کافی و مورد نیاز میکروارگانیسم ها در سیستم می گردد. برای حفظ و تامین جمعیت میکروارگانیسم های بیهوازی، نیاز به مخازنی حجیم یا HRTs بالاتر با سرعت بالاروندگی کم می باشد.
سرعت آهستهی اختلاط/واکنش، طولانی بودن مدت زمان راه اندازی و مشکل بودن بازیابی سیستم از شرایط نامطلوب برخی از معایب این سیستم ها می باشد. از همین رو توجه ویژه و مداوم به عواملی که می توانند موجب بروز اختلال در سیستم شوند (مانند دما، pH، غلظت مواد سمی و …) از اهمیت ویژه ای برخوردار است، این کار با بهره گیری از نیروی متخصص در امر مشاوره، طراحی، ساخت و بهره برداری قابل دستیابی می باشد.