تصفیه فاضلاب صنایع غذایی یکی از مهم ترین دغدغه ها برای صاحبان این صنعت و سازمان محیط زیست می باشد. آب منبعی گرانبها و حیاتی در صنایع غذایی و نوشیدنی می باشد. از آشغال گیری تا تصفیه تکمیلی، حذف مواد مغذی بیولوژیکی تا احیا آب، لذا سیستم های تصفیه فاضلاب صنایع غذایی شرکت تصفیه هوشمند آویسا به گونه ای طراحی شده اند تا در کنار بالاترین راندمان، کمترین نیاز به تعمیرات، از مدار خارج نمودن سیستم و حضور فیزیکی اپراتورها وجود داشته باشد. این ویژگی ها در کنار تضمین دستیابی به استانداردهای مورد نیاز زیست محیطی، سیستم های ارائه شده توسط این شرکت را به گزینه ای مطمئن و قابل اطمینان در زمینه تصفیه فاضلاب صنایع غذایی تبدیل نموده است.
نتیجه مصرف آب در صنایع غذایی ایجاد فاضلاب است که بر حسب نوع تولید و فرآیند هم از لحاظ حجم وهم از لحاظ کیفیت از تنوع گسترده ای برخوردار است . به عنوان نمونه مقدار اکسیژن مورد نیاز بیولوژیکی فاضلاب این صنایع در برخی موارد پایین تراز ۱۰۰ وگاهی بیشتر از۱۰۰۰۰۰ میلی گرم در لیتر است. میزان مواد معلق نیز در فاضلابهای صنایع غذایی بسیار متغیر بوده وممکن است تاحدود ۱۲۰۰۰۰ میلی گرم در لیتر متفاوت باشد .
با این وجود در بسیاری موارد می توان با به کارگیری سیستم های تصفیه آویسا، از پساب این صنایع استفاده مجدد نموده و یا در خصوص فاضلاب هایی با آلودگی بالا به استانداردهای محیط زیست رسید. از جمله مهمترین مزیت های این سیستم ها می توان به موارد زیر اشاره کرد:
امکان اتوماسیون کامل سیستم و کنترل on-line فرايند تصفيه با استفاده از PLC و انواع سنسورها
یکی از دغدغه های اصلی صاحبان سامانه های تصفیه فاضلاب صنعتی، مشکلات بهره برداری و راهبری چنین سیستم هایی است. یکی از بهینه ترین روش های کنترل و راهبری این سیستم ها، استفاده از فیدبک های سنسورهای مختلف به منظور کنترل فرایند توسط واحد فرمان مرکزی یا PLC است. هزینه های سرسام آور بهره برداری سیستم های تصفیه فاضلاب صنایع غذایی با کمک این سامانه کنترل جامع، تا 50 درصد قابل کاهش است.
کيفيت تضمين شده پساب تصفيه شده خروجي مطابق با استانداردهاي سازمان حفاظت محيط زيست
هدف اصلی کلیه پکیج ها و سیستم های تصفیه فاضلاب صنعتی و بهداشتی، کاهش آلاینده های فاضلاب به منظور دستیابی به استانداردهای سازمان حفاظت محیط است. شرکت تصفیه هوشمند آویسا با تکیه بر تجارب فراوان کارشناسان فنّی خود در حوزه تصفیه انواع فاضلاب های صنعتی علی الخصوص تصفیه فاضلاب صنایع غذایی ، و توسعه روش های کاملاً علمی، کیفیت پساب تصفیه شده خروجی را مطابق استانداردهای سازمان حفاظت محیط زیست را تضمین می نماید.
اشغال کمترين فضای ممکن
فرایندهای متعددی برای یک نوع فاضلاب خاص مورد استفاده قرار می گیرد. از بین این فرایندهای متعدد، تعدادی دارای کارایی بالاتر از نقطه نظر سرعت انجام واکنش هستند. یکی از پارامترهای اساسی که توسط این شرکت به خصوص در مراکز با سطح در دسترس محدود مواجه هستند، انتخاب فرایندهایی با حداکثر کارایی و سرعت انجام واکنش است.
طراحی اختصاصی پکیج(بالاترین کارایی با کمترین هزینه)
اگرچه که فاضلاب های بهداشتی دارای خواص مشترک فراوانی هستند ولیکن فاضلاب های صنعتی از این قاعده مستثنی هستند. بسیاری از طراحی های سیستم های فاضلاب فعلی توسط طراحانی انجام می شود که از این اصل مهم پیروی نمی کنند، لذا اکثر سیستم های تصفیه فاضلاب در صنایع دارای مشکلات عدیده ای هستند. کارشناسان فنّی این شرکت بر مبنای تجارب فراوان خود، برای هر فاضلاب حتی با توجه به مشابهتهای فراوان، طراحی اختصاصی انجام می دهند که نتیجه آن کارایی بالاتر سیستم های طراحی شده توسط این شرکت است.
یکسال ضمانت و ده سال خدمات پس از فروش
از جمله نگرانی های عمده صاحبان صنایع، مشکلات آتی پس از نصب و راه اندازی سامانه های تصفیه فاضلاب است. از این رو به منظور اطمینان کارفرمایان محترم، شرکت تصفیه هوشمند آویسا علاوه بر ضمانت یکساله کلیه قطعات، خدمات پس از فروش ده ساله را در سیستم های خود در نظر گرفته است تا نگرانی خریداران گرامی را در خصوص عدم وجود قطعات، علی الخصوص در شرایط تحریم اقتصادی را مرتفع نماید.
تجزیه و تحلیل مصرف آب در میان تولیدکنندگان مواد غذایی
در کارخانجات فرآوری مواد غذایی، مصرف آب با تهیه مواد خام مانند خیساندن، تمیز کردن، پوست کندن و سرد کردن شروع می شود و با خنک سازی، ضدعفونی کردن، تولید بخار برای استریلیزه کردن، حرارت دهی و در نهایت استفاده مستقیم در فرآیند ادامه می یابد. طبقه بندی مصرف آب در صنایع غذایی و آشامیدنی شامل مصارف عمومی، پردازش و فرآیندها، خنک کاری و تغذیه دیگ بخار می باشد.
یکی از اصلی ترین دغدغه های کارخانه های تولید محصولات غذایی شرایط بهداشتی در فرآیند تولید می باشد. گندزدایی بوسیله کلرزنی سریع ترین راه برای ضدعفونی نمودن فاضلاب می باشد که به دلیل تولید محصولات جانبی سمی و ایجاد خطر برای زندگی آبزیان مورد انتقاد واقع شده است. دو روش اصلی دیگر برای ضدعفونی نمودن فاضلاب بدون استفاده از کلر، ازن زنی و اشعه ماورا بفش می باشد. اصول استفاده از ازن مانند سیستم کلرزنی می باشد با این تفاوت که برخلاف کلر پسماندی در فاضلاب باقی نخواهد نگذاشت و محصولات جانبی قابل توجهی نخواهد داشت.
مصارف عمومی آب
مصارف عمومی آب شامل تمام آب استفاده شده در بخش های شستشو و ضدعفونی نمودن مواد خام، تجهیزات پردازش کننده، تجهیزات کارخانه و سایر تجهیزات فرعی می باشد. این آب بیشترین مصرف را داشته و باید آشامیدنی، تمیز، بی رنگ و عاری از آلاینده هایی باشد که بر روی بو و مزه تاثیر می گذارند. کلرزنی در محل، معمولا تنها واحد برای تصفیه آب و فاضلاب صنایع غذایی است که در این حالت مورد نیاز می باشد.
بزرگترین مزیت کلرزنی در محل برای آب های عمومی کاهش میکروب موجود در مواد خام، محصولات آماده شده و سطوح تجهیزات موجود در کارخانه می باشد. در صنایع غذایی و نوشیدنی هیچ عملیاتی مهم تر از کنترل میکروارگانیسم ها نمی باشد.
آب فرآیندها و پردازش
آب مورد استفاده برای پخت محصولات و مواد یا آبی که مستقیما به محصولات اضافه می شود، باید آشامیدنی بوده و کیفیت لازم را دارا باشد تا موجب افت کیفیت محصولات نگردد. این کیفیت شامل عاری بودن از مواد معدنی محلول که موجب سختی آب یا تغییر مزه می گردد، است.
اکثر محصولات تولید شده در صنعت محصولات نوشیدنی دارای آب فرآوری شده می باشند، لذا انجام تصفیه در راستای دستیابی به اهداف مربوط به مزه ی محصولات، از اهمیت ویژه ای برخوردار است. در اغلب مواقع انجام تصفیه فاضلاب صنایع غذایی ، فراتر از استانداردهای مربوط به آب آشامیدنی به منظور پایداری کیفیت محصولات صورت می گیرد.
فرآیندهای تصفیه مورد استفاده در صنعت آب های بطری شده (آب معدنی) معمولا شامل نرم کردن آب، اسمز معکوس و حذف یون ها می باشد. بسیاری از نوشیدنی های دیگر نیز نیازمند همین روش های تصفیه هستند.
آب سخت حاوی مواد معدنی ای است که می تواند بافت مواد خام مورد استفاده را مانند برخی سبزیجات خاص، تحت تاثیر قرار دهد. آهن، منگنز یا سولفات می توانند تاثیرات نامطلوبی بر روی طعم محصولات داشته باشند.
روش های مورد استفاده برای ضدعفونی نمودن شامل روش های تصفیه شیمیایی، حرارتی، تابشی و فراصوت (التراسونیک) یا تخریب (اختلال) سلولی می باشد.
آب خنک کن
آب خنک کننده ای که با محصولات غذایی یا ظروف مهر و موم شده در تماس نیست، نیازی به داشتن کیفیت آب آشامیدنی یا آب مورد استفاده در فرآیند ندارد، چرا که حذف مواد معدنی یا بو در این آب ها اهمیت چندانی ندارد. با این حال جلوگیری از ایجاد توده های آشغال و مواد زائد در لوله ها و تجهیزات به خصوص در مواردی که آب خنک کن در سیستم گردش مجدد دارد، بسیار مهم و ضروری است.
کارآمدترین روش برای این سیستم ها استفاده از مدارهای بازیافت برای کاهش هدر رفت آب خنک کن و هزینه های فرآیند می باشد. حتی آب آشامیدنی منابع عمومی نیز در اکثر موارد نیازمند تصفیه اضافی مانند سختی گیری می باشد تا آب را برای استفاده در خنک کن ها مناسب نموده و از گرفتگی و رسوب گذاری جلوگیری کند.
آب تغذیه بویلرها
نیاز اصلی در مورد آب تغذیه بویلرها حذف سختی می باشد. ممکن است این تنها روش تصفیه ی مورد نیاز باشد چرا که در صورت تماس آب با مواد غذایی نیازی به قابل شرب بودن آن نمی باشد. اما آب تغذیه در بویلرهای فشار بالا نیاز به نمک زدایی (شیرین سازی) یا حذف جامدات محلول دارد. تقریبا تمام آب های شرب به منظور مناسب بودن برای تغذیه بویلرها نیاز به حذف مواد معدنی از طریق فرآیندهای تصفیه تکمیلی دارند. میکروارگانیسم ها علاوه بر توانایی ایجاد رنگ و بو در آب، در صورت ورود به فرآیند تولید می توانند موجب آلودگی تجهیزات و محصول نهایی نیز گردند. آلوده شدن فرآیند توسط میکروارگانیسم ها می تواند باعث آسیب رسیدن و حتی فاسد شدن مواد غذایی شود و در صورت نفوذ باکتری های بیماری زا به این آلودگی ها احتمال وقوع مسمومیت های غذایی بسیار بالا خواهد رفت.
فاضلاب
صنایع غذایی حجم بسیار بالایی از فاضلاب را تولید می کنند. خصوصیات و ترکیبات این فاضلاب بسیار متنوع بوده و برای دستیابی به استانداردهای مورد نظر نیاز به فرآیندهای مختلفی دارند. حتی این قوانین در مناطق مختلف و بسته به نوع و محل تخلیه باهم تفاوت دارند.
فاضلاب مواد غذایی شامل موادی می باشند که تمام اکسیژن موجود در جریان فاضلاب را جذب و مصرف می کنند. اکسیژن شیمیایی مورد نیاز (COD) و اکسیژن بیوشیمیایی مورد نیاز (BOD5) دو معیار اصلی برای اندازه گیری کیفیت آب می باشند. این معیارها اقدام به سنجش قدرت فاضلاب با اندازه اکسیژن مورد نیاز برای تثبیت مواد زائد می کنند. COD و BOD5 دو فاکتور بسیار مهم در تصفیه فاضلاب صنایع غذایی می باشند چرا که با استفاده از آنها می توان روش نادرست مورد استفاده و استانداردهای حاصل نشده ی مورد نیاز را نشان داد.
بالا بودن مقادیر COD و BOD5 نشان دهنده ی ورود بیش از حد محصولات به جریان فاضلاب خواهد بود و اندازه گیری این دو شاخص در نقاط مختلف فرآیند می تواند کمک شایانی به تعیین محل وقوع این مشکل نماید. رابطه ی میان BOD5 و COD در هر نقطه از فرآیند پردازش مواد غذایی تقریبا ثابت می باشد. با این بسته به محصول تولیدی، این نسبت می تواند بسیار متفاوت باشد.
آشغال گیری در تصفیه فاضلاب صنایع غذایی
فاضلاب صنایع غذایی دارای تکه ها و مواد بزرگی می باشند که مستلزم جداسازی هستند. ساده ترین و مقرون به صرفه ترین روش برای حذف این مواد جامد، استفاده از آشغال گیر است. آشغال گیرها دارای انواع مختلفی هستند که انتخاب مناسب ترین آنها باید بر اساس پیکره بندی تجهیزات و ویژگی های فاضلاب صورت پذیرد. برخی از انواع این آشغال گیرها عبارتند از درام های گردان، آشغال گیرهای بالا کشنده و آشغال گیرهای کانالی با نوار نقاله بدون شفت.
پس از آشغال گیری، فاضلاب وارد یک مخزن متعادل ساز خواهد شد و ممکن است با جریان هایی که نیاز به آشغال گیری نداشته اند مخلوط گردد. جریان های مختلف فاضلاب به ندرت دارای کیفیت و کمیت پیوسته و یکسانی می باشند.
FOG و استفاده از آن در تصفیه فاضلاب صنایع غذایی
برخی از کارخانه ها مقادیر بسیار زیادی از چربی، روغن و گریس (FOG) را تولید می کنند. استفاده از یک واحد شناورسازی با هوای محلول (DAF) ابزار موثری برای کاهش میزان جامدات و FOG موجود در فاضلاب می باشد. DAFها در تصفیه فاضلاب صنایع غذایی کارآیی ویژه ای دارند چرا که اغلب این تکه ها و ذرات (مواد غذایی) به صورت شناور می باشند. مواد جامد و FOGهای شناور شده، توسط اسکیمرها از واحد DAF خارج شده و برای دفع یا استفاده مجدد در بخش های مختلف بازیابی می گردند. جامدات جمع آوری شده نیازی به ضخیم سازی نخواهند داشت.
جامدات معلق کلی (TSS)، FOG و اکسیژن مورد نیاز بیولوژیکی (BOD) با به کارگیری واحدهای تصفیه ی آشغال گیر و DAF کاهش قابل توجهی خواهند داشت. با این حال ممکن است پس از انجام این مراحل، هم چنان مقادیری هر چند ناچیز از این آلاینده ها در فاضلاب وجود داشته باشند که پیش از تخلیه نیاز به تصفیه ی بیشتری دارند. نوع و میزان آلاینده ها تعیین کننده ی گزینه های موجود برای تصفیه می باشد. هم چنین مواردی مانند حجم جریان فاضلاب، امکان استفاده مجدد و فضای موجود نیز بر روی طراحی های مربوط به تصفیه تاثیر مستقیمی خواهند داشت.
تقریبا تمام تجهیزات فرآوری مواد غذایی برای حذف BOD نیاز به تصفیه بیولوژیکی دارند. ممکن است در صورت کم بودن جریان یا پایین بودن میزان BOD، تصفیه خانه جریان فاضلاب خود را پس از آشغال گیری وارد تصفیه خانه های فاضلاب شهری نماید. برخی فاضلاب ها (لبنیات، پنیر و …) در این صنعت دارای مقادیر بسیار بالای BOD می باشند که در این موارد استفاده از سیستم های بی هوازی به مانند سیستم های هوازی ضروری می باشد.
با وجود آنکه بخش زیادی از سطح زمین توسط آب پوشانده شده است اما آب یک کالای کمیاب و گرانبها می باشد و تنها بخش بسیار کوچکی از منابع آبی (در حدود 0.03 درصد) برای استفاده بشر مناسب می باشد. رشد جمعیت و پیشرفت روز افزون صنعت موجب افزایش نیاز و تقاضای آب شده است و این در حالیست که منابع آبی رشدی نداشته و ثابت هستند. بنابراین ضرورت دارد که مصرف این منبع با ارزش را به حداقل رسانده و هم چنین لازم است که مازاد آب مصرفی را با حداقل آلودگی ممکن به طبیعت بازگردانیم چرا که ظرفیت خودپالایی طبیعت بسیار محدود و کم می باشد و تمام این عوامل موجب پررنگ شدن نقش تصفیه فاضلاب (به خصوص صنایع شیمیایی) برای مدیریت منابع و هم چنین بحران آبی پیش رو شده است.
در طول دو دهه ی گذشته مطالعات جدی تری بر روی طرح های زیست محیطی در سراسر جهان صورت گرفته است که نتیجه آن وضع قوانین سختگیرانه زیست محیطی برای اغلب صنایع و آلاینده های تولیدی توسط آنها می باشد. یکی از این الزامات، استفاده از سیستم های تصفیه مناسب و کارآمد و رعایت استانداردهای زیست محیطی تعیین شده است.
به طور کلی صنایع شیمیایی به صنایع و شرکت هایی اطلاق می شود که وظیفه تولید مواد شیمیایی صنعتی را دارند. مواد شیمیایی اصلی یا کالاهای شیمیایی، دسته گسترده ای از مواد شیمیایی شامل محصولات دارویی، پلیمرها، پتروشیمی ها و مشتقات آنها، صنایع پایه، مواد شیمیایی آلی/غیرآلی و کودها می باشد و یکی از با اهمیت ترین جنبه های این صنایع تاثیر آنها بر روی محیط زیست است.
فاضلاب صنایع شیمیایی عموما حاوی مواد آلی و غیرآلی با غلظت های متفاوت هستند. بسیاری از مواد موجود در صنایع شیمیایی سمی، سرطان زا، موتاژنیک (جهش زا) یا به بیان ساده تر زیست تخریب ناپذیر می باشند. این بدان معناست که فاضلاب تولید شده نیز حاوی بازه ی گسترده ای از موادی است که به راحتی قابل تجزیه نیستند. به عنوان مثال سورفاکتانت ها و هیدروکربن های نفتی ای که در صنایع شیمیایی مورد استفاده قرار می گیرند، موجب کاهش راندمان عملکرد بسیاری از واحدهای تصفیه فاضلاب می شوند.
در ادامه به بررسی برخی از مهم ترین و پرکاربردترین روش های مورد استفاده در تصفیه فاضلاب صنایع شیمیایی خواهیم پرداخت. به دلیل خصوصیات موجود در فاضلاب این صنایع، صنایع شیمیایی نیاز مبرمی به بهبود و اصلاح این روش ها و فرآیندهای یا استفاده از ترکیبی از آنها دارند.
تکنولوژی های مورد استفاده برای تصفیه فاضلاب صنایع شیمیایی
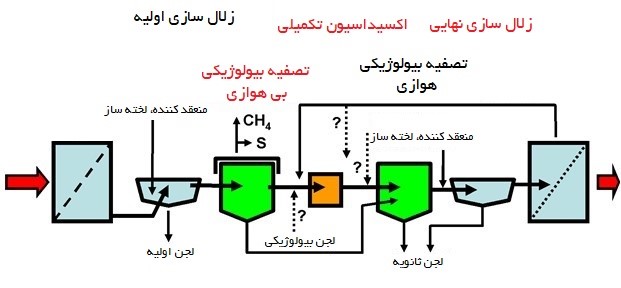
برای تصفیه فاضلاب (صنایع شیمیایی) چهار طبقه بندی اصلی وجود دارد. پیش تصفیه که شامل جداسازی ذرات بزرگ و جامدات موجود در فاضلاب است. طبقه دوم تصفیه اولیه می باشد که شامل حذف جامدات آلی و غیرآلی با استفاده از فرآیندهای فیزیکی بوده و به خروجی آن پساب اولیه می گویند. سومین مرحله تصفیه ثانویه نام دارد و در آن ترکیبات و مواد آلی باقی مانده و معلق شکسته می شوند. تصفیه ثانویه شامل تجزیه بیولوژیکی (باکتریایی) محصولات نامطلوب می باشد. آخرین مرحله نیز تصفیه تکمیلی است که معمولا فرآیندی شیمیایی و در برخی مواقع شامل گندازدایی می باشد.
تصفیه فیزیکی شیمیایی در تصفیه فاضلاب صنایع شیمیایی
جداسازی آب و روغن در پساب های نفتی (صنایع شیمیایی)
چربی و روغن (O&G) یکی از متداول ترین آلاینده ها در طیف گسترده ای از صنایع شیمیایی می باشد. غلظت این آلاینده در فاضلاب صنایعی مانند پالایشگاه های نفت، پتروشیمی، کارخانه های مواد شیمیایی، نساجی و واحدهای فرآوری محصولات غذایی بسیار بالا است (mg/L 200000). مقررات و استانداردهای تعیین شده مربوط به تخلیه پساب های حاوی چربی و روغن نیز روز به روز سختگیرانه تر می شود.
چربی و روغن موجود در فاضلاب این صنایع می تواند به سه شکل آزاد، پراکنده یا امولسیون وجود داشته باشد که تفاوت اصلی آنها در اندازه می باشد. در فاضلاب های حاوی این آلاینده ها، روغن آزاد به صورت قطره هایی با اندازه بیشتر از 150 میلی متر، روغن پراکنده با اندازه 150 – 20 میلی متر و امولسیون ها معمولا کمتر از 20 میلی متر است. چربی و روغن (O&G) بازه ی وسیعی از آلاینده های مختلف مانند روغن و نفت، اسیدهای چرب، هیدروکربن های نفتی، سورفاکتانت ها، ترکیبات فنولی، نفتنیک اسید، منابع حیوانی و گیاهی و … را شامل می شود.
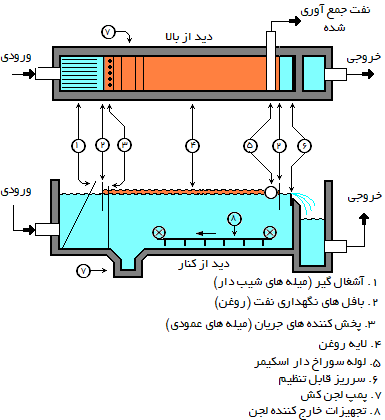
معمول ترین روش های مورد استفاده برای تصفیه فاضلاب های روغنی (صنایع شیمیایی) شامل جداسازی و شناورسازی ثقلی، شناورسازی با هوای محلول، de-emulsification (شکست پیوندهای امولسیون)، انعقاد و لخته سازی، الکتروکواگولاسیون و … می باشد. جداسازها و شناورسازهای ثقلی عملکرد بسیار خوبی برای جداسازی روغن آزاد از فاضلاب دارند. جداسازهای آب و روغن مانند جداسازهای API و مدل های متنوع آن (مانند CPI) یکی دیگر از روش های موثر و اقتصادی برای گام اول تصفیه فاضلاب صنایع شیمیایی می باشند.
جداسازهای آب و روغن API برای جداسازی روغن و ذرات جامد معلق از فاضلاب طراحی شده اند و اسم آن برگرفته از استانداردهای تعیین شده توسط موسسه نفت امریکا (American Petroleum Institute) می باشد.
با این وجود جداسازهای API برای حذف قطرات کوچک روغن و چربی و امولسیون ها مناسب نیستند. روغن و چربی که به سطح ذرات جامد می چسبد به طور مناسبی توسط ته نشینی موجود در زلال ساز اولیه حذف می شود. سیستم های شناورسازی با هوای محلول (DAF) نیز با استفاده از هوا، شناورسازی قطرات کوچک روغن و چربی را افزایش داده و روند جداسازی را بهبود می بخشند.
روغن های امولسیون موجود در ورودی سیستم های DAF نیز توسط مواد شیمیایی (de-emulsification)، انرژی حرارتی و یا هر دو حذف می گردند. واحدهای DAF معمولا برای تسریع روند جداسازی از مواد شیمیایی برای بهبود انعقاد و افزایش اندازه لخته ها استفاده می کنند.
روغن های امولسیون موجود در فاضلاب معمولا برای ناپایدارسازی امولسیون ها توسط مواد شیمیایی پیش تصفیه شده و در ادامه از جداسازی ثقلی استفاده می شود. فاضلاب برای کاهش ویسکوزیته، افزایش اختلاف چگالی و تضعیف نیروی کشش سطحی میان لایه های فاز روغن حرارت داده می شود.
به دنبال آن اسیدی سازی و اضافه نمودن کاتیون های پلیمر/آلوم برای خنثی سازی بار منفی ذرات روغن می باشد که پس از با افزایش PH و ورود به ناحیه قلیایی نمک های غیرآلی را به شکل لخته در می آوردند. سپس لخته های تشکیل شده که قطرات روغن را به خود جذب کرده اند جدا نموده و پس از فرآیندهای تغلیظ و آبگیری لجن انجام می شود.
انعقاد – لخته سازی در تصفیه فاضلاب صنایع شیمیایی
اغلب تصفیه خانه های فاضلاب صنایع شیمیایی دارای ته نشینی در فرآیندهای خود هستند. ته نشینی یا همان زلال سازی فرآیندی از تصفیه می باشد که در آن سرعت جریان فاضلاب (آب) کمتر از سرعت تعلیق بوده و ذرات معلق توسط نیروی جاذبه از فاضلاب جدا می شوند. جامدات ته نشین شده به عنوان لجن و جامدات معلق به عنوان کف و ذرات شناور موجود در سطح از سیستم خارج می شوند. فاضلاب با عبور از روی سرریز ها از مخزن ته نشینی خارج شده و وارد مرحله بعدی تصفیه می شود.
کارایی و عملکرد این فرآیند توسط مدت زمان ماند، دما، طراحی مخزن و شرایط تجهیزات کنترل می شود. با این وجود بدون استفاده از انعقاد/لخته سازی، فرآیند ته نشینی تنها قادر به حذف ذرات معلق درشتی می باشد که به سرعت و بدون افزودن مواد شیمیایی ته نشین و از آب خارج می شوند. این نوع ته نشینی معمولا در مخزن ته نشینی یا زلال سازی ابتدای فرآیند تصفیه فاضلاب صنایع شیمیایی مورد استفاده قرار می گیرد.
انعقاد – لخته سازی شامل افزودن مواد شیمیایی (منعقد کننده ها) به مخزن زلال سازی و تسریع فرآیند ته نشینی می باشد. منعقد کننده شامل ترکیبات آلی و غیرآلی مانند آلومینیوم سولفات، آلومینیوم هیدروکسید کلرید یا پلیمرهای کاتیونی با وزن مولکولی بالا می باشند. هدف از افزودن منعقدکننده ها حذف 90 درصدی جامدات معلق از فاضلاب در این مرحله از فرآیند تصفیه است.
تکنیک های جذب برای تصفیه فاضلاب صنایع شیمیایی
جذب فرآیندی طبیعی می باشد که طی آن مولکول های یک ترکیب محلول، جمع آوری شده و به سطح یک جامد جاذب می چسبند. جذب زمانی اتفاق می افتد که نیروی جاذبه موجود در سطح کربن به نیروی جاذبه مایع غلبه کند.
کربن فعال گرانول جاذب مناسبی می باشد چرا که نسبت سطح به حجم آن بالا می باشد. یک گرم کربن فعال تجاری معمولی دارای سطح موثری به اندازه 1000 متر مربع است.
کربن فعال گرانول در تصفیه فاضلاب صنایع شیمیایی
آلودگی منابع آبی به دلیل دفع بی رویه فلزات سنگین موجب بروز نگرانی های شدیدی در سراسر جهان در چند دهه گذشته شده است. می دانیم که برخی فلزات سمی بوده و اثرات مخربی بر روی انواع مختلف حیات (انسان ها، حیوانات و گیاهان) دارند. این فلزات که بسیار برای انسان و محیط زیست سمی هستند شامل کروم (Cr)، مس (Cu)، سرب (Pb)، جیوه (Hg)، منگنز (Mg)، کادمیوم (Cd)، نیکل (Ni)، روی (Zn)، آهن (Fe) و … می باشند.
این معضل توجهات زیادی را در سال های گذشته به خود جلب کرده است. یکی از اصلی ترین نگرانی ها جذب این فلزات موجود در فاضلاب توسط حیوانات آبزی و ورود مستقیم آنها به زنجیره ی غذایی انسان و ایجاد تهدیدات جدی برای مصرف کنندگان است. فاضلاب بسیاری صنایع از جمله متالوژی، لوازم آرایشی بهداشتی، تولید مواد شیمیایی، معادن، کارخانه های ساخت باتری و … حاوی حداقل یکی از این فلزات سنگین می باشد.
هم چنین صنایعی که در آنها از فرآیندهای آبکاری و پردازش سطح فلزات استفاده می شود نیز فاضلابی با غلظت بالا از فلزات سنگین سمی و خطرناک تولید می کنند. در اغلب مواقع غلظت فلزات سنگینی مانند Cr، Hg، Pb، As بسیار بالاتر از حد مجاز برای تخلیه فاضلاب به محیط زیست می باشد و یکی از دلایل اصلی آن استفاده از روش های نامناسب تصفیه و عدم توانایی حذف مناسب آنها است.
به دلیل سمی بودن این فلزات و هم چنین دستیابی به استانداردهای تخلیه ی تعیین شده از سوی ارگان های مختلف، حذف این آلاینده ها پیش از ورود آنها به بدنه ی منابع آبی بسیار مهم و ضروری است. روش های معمول مورد استفاده برای حذف و تصفیه فلزات سنگین از فاضلاب صنایع شیمیایی شامل ترسیب، انعقاد/لخته سازی، ترکیب/جداسازی و … می باشد.
استفاده از روش های ذکر شده در بالا برای حذف فلزات سنگین در غلظت های پایین از نظر اقتصادی به صرفه و مناسب نمی باشد. یکی از روش های مورد استفاده برای این موارد تصفیه جذبی با استفاده از جاذب های غیرمتعارف مانند جامدات زائد کشاورزی و صنعتی می باشد. برخی مواد دیگر نیز که از آنها برای حذف فلزات سنگین از فاضلاب استفاده می شود شامل پوده (Peat)، پشم (Wool)، ابریشم (Silk) و سنبل آبی (Water Hyacinth) می باشند.
راکتور بیوفیلمی با بستر ثابت در تصفیه فاضلاب صنایع شیمیایی
راکتور بیوفیلمی بستر ثابت نوعی فیلتر چکنده با بستری از غشای نفوذ پذیر می باشد که بر روی سطح آن توده ی مخلوطی از میکروارگانیسم ها به عنوان لایه ی بیوفیلم تشکیل می شود. البته کلمه فیلتر در این مورد به درستی استفاده نشده است چرا که هیچ گونه عملیات صاف کردن یا فیلترینگ صورت نمی گیرد.
عبور فاضلاب از فیلتر باعث تشکیل لایه ای ژلاتین گونه از باکتری ها، تک یاختگان و سایر ارگانیسم ها بر روی غشا می شود. با گذشت زمان ضخامت لایه ی بیوفیلم افزایش پیدا کرده و مانع از نفوذ اکسیژن به عمق این لایه می گردد. در غیاب اکسیژن، تجزیه بی هوازی در نزدیکی سطح غشا آغاز خواهد شد. افزایش مداوم ضخامت لایه ی بیوفیلم، تولید محصولات نهایی حاصل از تجزیه بی هوازی در نزدیکی سطح غشا و تدام بارگذاری هیدرولیکی بر روی فیلتر در نهایت منجر به شروع تشکیل لایه لجن می شود و این چرخه به طور مداوم در طول عملکرد فیلتر چکنده تکرار خواهد شد.
بنا به دلایل اقتصادی و هم چنین برای جلوگیری از گرفتگی نازل های توزیع کننده، بهتر است قبل از فیلترهای چکنده از مخازن ته نشینی اولیه و تجهیزات جمع آوری کننده کف استفاده شود.
انجام تصفیه اولیه پیش از فیلتر چکنده موجب توانایی استفاده از ظرفیت کامل فیلتر برای تبدیل مواد جامد غیرقابل ته نشینی، کلوئیدی و محلول به ارگانیسم های میکروسکوپی زنده، مواد آلی پایدار و مواد غیرآلی که به صورت موقت به محیط فیلتر متصل شده اند و هم چنین مواد معدنی که به همراه پساب از سیستم خارج می شوند، می گردد. مواد چسبیده به محیط فیلتر، به طور مداوم ریزش کرده و به همراه پساب خروجی از سیستم دفع می شوند. به همین علت بهتر است بعد از فیلترهای چکنده از مخازن ته نشینی ثانویه برای حذف این جامدات و زلال سازی پساب خروجی استفاده نمود.
با توجه به طراحی و عملکرد ساده ی این تجهیز، فیلتر چکنده یکی از بی دردسرترین و کاربرپسندترین سیستم های تصفیه ثانویه فاضلاب صنایع شیمیایی می باشد. این سیستم در مقایسه با فرآیند لجن فعال نیاز بسیار کمتری به کنترل فرآیند و توجه به شیوه ی بهره برداری دارد اما با این حال باز هم دارای برخی مشکلات و موانع می باشد که برخی از مهم ترین آنها شامل این موارد است : بارگذاری آلی بیش از حد بدون افزایش نسبت گردش، استفاده از مدیاهای بسیار کوچک، گرفتگی سیستم های تخلیه های تحتانی، یکنواخت نبودن اندازه مدیاها یا شکسته شدن آنها.
جذب الکتریکی برای تصفیه فاضلاب صنایع شیمیایی
جذب الکتریکی به طور کلی فرآیندی غیر فارادی بوده و به عنوان پتانسیل القای بار الکتریکی برای انجام عملیات جذب بر روی سطح الکترودها شناخته می شود. پس از القای بار الکتریکی به الکترودها، مولکول های باردار یا یون ها را می توان از محلول الکترولیتی با استفاده از میدان الکتریکی ایجاد و از طریق جذب بر روی سطح الکترودها حذف نمود. به دلیل کم مصرف بودن و هم چنین سازگاری این سیستم با محیط زیست، روش جذب الکتریکی از محبوبیت بالایی در فرآیندهای تصفیه فاضلاب (صنایع شیمیایی) به روش جذب برخوردار می باشد.
با وجود آنکه جذب الکتریکی فرآیند مناسبی برای تصفیه فاضلاب از طریق روش جذب می باشد اما یکی از عوامل محدود کننده ی آن کارآیی الکترود مورد استفاده (جنس الکترود) می باشد. پوشش فیبر کربن فعال با سطح مخصوص و رسانایی بالا یکی از پرکاربردترین الکترودهای مورد استفاده برای این منظور است. خواص شیمیایی سطح فیبر کربن فعال یکی از کلیدی ترین عوامل در کنترل فرآیند جذب می باشد که برای افزایش ظرفیت جذب برخی اصلاحات و روش ها برای بهبود عملکرد فرآیند در نظر گرفته شده است.
یکی از پارامترهای تاثیرگذار بر روی ظرفیت و سرعت جذب، خصوصیات و ویژگی های سطح جاذب می باشد. یکی از راههای افزایش ظرفیت بالقوه ی پایین جذب در این جاذب ها ساکن سازی (عدم تحرک) عوامل کی لیت (شیمیایی) موجود بر روی سطح جاذب ها می باشد. این راهکارها بسیار مهم می باشند چرا که باعث افزایش ظرفیت جذب و بالا رفتن نرخ حذف می شوند.
اتیلین دیامین تترا استیک اسید (EDTA) یکی از پرمصرف ترین آمینو پلی کربوکسیل اسیدها می باشند. EDTA یک عامل کی لیت (شیمیایی) می باشد که باعث تشکیل ترکیباتی تک، دو، سه ظرفیتی و یون های فلزی سه ظرفیتی می شود. این ترکیبات فارغ از بار کاتیون با یون های فلز به نسبت یک به یک ترکیب می شوند. یکی از شناخته شده ترین وجهه های پوشش های کربن فعال، تاثیر گذاری آنها بر حذف مواد شیمیایی از آب و فاضلاب می باشد. استفاده همزمان از پوشش های کربن و EDTA باعث افزایش راندمان جاذب ها در جذب کاتیون های فلزی می شود.
اکسیداسیون غیرهوازی فیبرهای کربن فعال (ACFs) منجر به افزایش عملکردی آنها بدون ایجاد تغییر در واحد سطح شده و از همین رو میزان و سرعت جذب فلزات سنگین سمی مانند کروم در محیط های آبی افزایش خواهد یافت.
تمام روش های بالا معمولا در صنایع شیمیایی ای مورد استفاده قرار می گیرند که فاضلابی با غلظت بالایی از فلزات سنگین تولید می کنند. لازم به ذکر است که در این صنایع می توان از روش های ترسیب به عنوان تصفیه اولیه برای کاهش میزان فلزات موجود در فاضلاب و سپس از فرآیندهای جذب برای حذف مابقی استفاده نمود.
تکنولوژی های غشایی در تصفیه فاضلاب صنایع شیمیایی
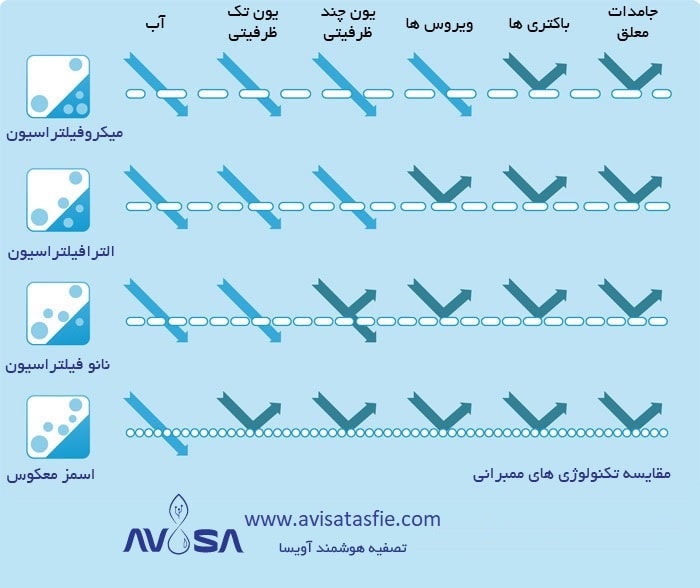
فرآیندهای غشایی مانند میکروفیلتراسیون (MF)، الترافیلتراسیون (UF)، نانوفیلتراسیون (NF) و اسمز معکوس (RO) روند رو به رشدی در استفاده برای تصفیه فاضلاب های روغنی (صنایع شیمیایی) داشته اند. از بین سه طبقه بندی اصلی فاضلاب های روغنی (چرب)، روغن شناور آزاد – امولسیون های آب/روغن ناپایدار و امولسیون های آب/روغن بسیار پایدار، کابرد اصلی غشاها برای امولسیون های پایدار به خصوص زائدات روغنی محلول در آب است. از سوی دیگر روغن آزاد را می توان با استفاده از تجهیزات جداسازی مکانیکی که از نیروی ثقلی استفاده می کنند، جدا نمود.
امولسیون های آب/روغن ناپایدار را نیز می توان پس از شکست مکانیکی یا شیمیایی به صورت ثقلی خذف نمود. استفاده از فرآیندهای پیش تصفیه برای حذف ذرات بزرگ و روغن های آزاد به خصوص در مواردی که غشاهایی با مجرای باریک استفاده می شود، ضروری است.
واحد غشایی معمولا در یک چرخه ی نیمه ناپیوسته (semi-batch recycle) مورد استفاده قرار می گیرد. میزان ورود فاضلاب خام به مخزن واکنش تقریبا برابر با مقدار فاضلاب تصفیه شده ی خروجی است، لذا سطح مخزن تقریبا مقدار ثابتی دارد. ته مانده مخزن (آنچه که درون مخزن باقی مانده است) که شامل روغن و چربی است، به مخزن فرآیند برگشت داده می شود. زمانی که روغن و چربی و سایر مواد معلق موجود در مخزن به غلظت از پیش تعیین شده ای می رسند، ورودی متوقف شده و این مواد باقی مانده تغلیظ می گردند. معمولا این مواد 3 الی 5 درصد از فاضلاب ورودی به مخزن را تشکیل می دهند.
سیستم های غشایی مزیت های فراوانی دارند که از مهم ترین آنها می توان به این موارد اشاره کرد : 1) کاربرد گسترده ی این فناوری در طیف وسیعی از صنایع، 2) غشا مانعی کارآمد برای مواد و ترکیبات برگشت داده شده است. به همین دلیل کیفیت فاضلاب یا آب تصفیه شده فارغ از تنوع فاضلاب ورودی بسیار یکنواخت می باشد. این تنوع در فاضلاب ورودی می تواند موجب کاهش یا افزایش مقدار خروجی گردد اما تاثیری بر روی کیفیت آن نخواهد داشت، 3) عدم نیاز به مواد شیمیایی اضافی و تسهیل بازیابی روغن و چربی، 4) توانایی استفاده از غشاها در داخل فرآیندها و بازیابی جریان های مورد نظر در تصفیه خانه، 5) پایین تر بودن هزینه های مربوط به مصرف انرژی در مقایسه با روش های تصفیه حرارتی و 6) توانایی خودکار سازی سیستم و عدم نیاز به نیروهای مجرب.
ماهیت شیمیایی غشا می تواند تاثیر بسزایی بر روی جریان داشته باشد. به عنوان مثال روغن آزاد می تواند موجب بسته شدن (تشکیل لایه ای بر روی غشا) غشاهای هیدروفوبیک و ایجاد اختلال در جریان گردد (معمولا روغن های امولسیون مشکل خاصی ایجاد نمی کنند مگر در مواردی که غلظت آنها به قدری بالا باشد که شکسته شدن آنها منجر به تولید روغن آزاد شود).
غشاهای هیدروفیلیک تمایل بیشتری به جذب آب نسبت به روغن و چربی دارند لذا موجب افزایش نفوذپذیری و جریان می شوند. کاربرد اصلی غشاهای هیدروفوبیک در مدل های لوله ای می باشد چرا که در این گونه طراحی ها آشفتگی زیادی ایجاد شده (سرعت جریان متقاطع) و این امر موجب به حداقل رسیدن برخورد غشا با روغن می گردد.
فرآیندهای غشایی دارای محدودیت هایی نیز می باشند : 1) در مواردی مقدار جریان بسیار بالا باشد هزینه های اولیه سیستم بسیار بالا خواهد رفت، 2) غشاهای پلیمری در طول مدت استفاده دچار گرفتگی و تجزیه می شوند. به همین باید به طور مرتب عوض شوند که این امر موجب بالا رفتن هزینه های بهره برداری سیستم می شود.
اما با وجود این معایب و محدودیت ها استفاده از فرآیندهای غشایی برای تصفیه فاضلاب های روغنی و چرب، گاهی همراه با سایر روش ها و به صورت ترکیبی برای تصفیه مواد باقی مانده، بسیار پر استفاده و موفق بوده است (در حدود بیش از 3000 واحد UF/MF پلیمری در سراسر جهان). عمر تقریبی غشاهای پلیمری چیزی بین 3 تا 7 سال می باشد که این عدد وابسته به مقدار استفاده و فاصله زمانی تمیز نمودن آنها است. میزان مقبولیت و روند رو به رشد استفاده از سیستم های غشایی دو دلیل عمده دارد : تولید مداوم خروجی ای با کیفیت قابل قبول و سادگی فرآیند از نقطه نظر بهره برداری.
در نهایت می توان گفت سیستم های غشایی به طور گسترده ای در صنایع شیمیایی ای که مواد غیرآلی تولید می کنند، مورد استفاده قرار می گیرد و بازدهی مناسبی برای تصفیه فاضلاب صنایع شیمیایی داشته است.
تصفیه بیولوژیکی فاضلاب صنایع شیمیایی
تصفیه هوازی فاضلاب صنایع شیمیایی
در بخش تصفیه فاضلاب (صنایع شیمیایی)، فرآیندهای بیولوژیکی در وهله ی اول با ناخالصی های آلی سر و کار دارند. در طول قرن گذشته روش ها و فناوری های مبتنی بر میکروب ها برای تصفیه جریان های فاضلاب خانگی (شهری) مورد استفاده قرار گرفته اند. بهبود و توسعه این روش ها منجر به ایجاد فرآیندهای بسیار خوبی برای تخریب مواد زائد زیست تخریب پذیر تحت شرایط هوازی شده است. بنابراین فرآیندهای مشابه روش های مورد استفاده برای تصفیه فاضلاب شهری، با موفقیت برای تصفیه فاضلاب های صنعتی هم مورد استفاده قرار گرفتند.
تخریب هوازی در حضور اکسیژن روشی نسبتا ساده، ارزان و سازگار با محیط زیست برای تخریب مواد زائد به شمار می آید. عوامل موثر در تخریب و تجزیه ی مطلوب مواد مورد نظر شامل دما، رطوبت، PH، مواد مغذی و میزان هوادهی ای می باشد که جمعیت باکتری ها در معرض آن قرار می گیرند. اما دما و مقدار هوادهی دو موردی هستند که بیشترین تاثیر را بر روی میزان تخریب و تجزیه توسط میکروارگانیسم ها دارند.
منابع آلی محلول مقدار اکسیژن بیوشیمیایی مورد نیاز (BOD) می تواند با استفاده از هر فرآیند میکروبی مناسب (هوازی، بی هوازی یا غیرهوازی) حذف شود. با این حال فرآیندهای هوازی معمولا اصلی ترین روش برای حذف و کاهش BOD در فاضلاب های شهری می باشند. دلیل اصلی این انتخاب سریع تر بودن واکنش های میکروبی در فرآیند هوازی نسبت به فرآیندهای بی هوازی (10 برابر سریع تر) است. بنابراین راکتورهای هوازی نسبتا کوچک بوده و نیازی به سرپوشیده کردن آنها نمی باشد، که این امر موجب تبدیل شدن آن به روشی مقرون به صرفه برای حذف و کاهش BOD شده است.
از طرف دیگر بزرگترین عیب فرآیندهای تصفیه فاضلاب بیولوژیکی هوازی در مقایسه با فرآیندهای بی هوازی، حجم بسیار زیاد تولید لجن می باشد. دلیل اصلی این پیشامد تجمع نسبتا بالای زیست توده ها (بیومس) در بیوراکتورهای هوازی است چرا که میزان تراکم و تولید زیست توده ها (حجم سلول تولید شده در واحد حجم مواد آلی زیست تخریب پذیر) برای میکروارگانیسم های هوازی نسبتا بالا می باشد (تقریبا 4 برابر میکروارگانیسم های بی هوازی).
لجن موجود در پساب این راکتورها می تواند حاوی BOD باقی مانده باشد که ممکن است برای کاهش و حذف آن نیاز به استفاده از فرآیندهای دیگری باشد. در نهایت این لجن می بایست به عنوان مواد زائد جامد دفع شود.
مکانیزم های فراوانی در طول فرآیند تجزیه هوازی توسط میکروارگانیسم ها مورد استفاده قرار می گیرد که برخی از آنها عبارتند از حمله به زنوبیوتیک ها (بیگانه زیست ها) توسط اسیدهای آلی تولید شده بوسیله میکروارگانیسم ها، تولید ترکیبات سمی ای مانند هیدروژن سولفید و تولید عوامل شیمیایی ای که موجب افزایش حلالیت زنوبیوتیک های نامحلول و در دسترس قرار گرفتن آنها برای میکروارگانیسم ها و تکمیل فرآیند تجزیه می شود.
فاضلاب صنایع شیمیایی می توانند اثری سمی و مخرب بر روی میکروارگانیسم های موجود در راکتورهای لجن فعال معمول داشته باشند. ترکیبات شیمیایی موجود در این فاضلاب ها نمی توانند به عنوان منابع کربنی توسط میکروارگانیسم ها مورد استفاده قرار بگیرند و هم چنین میزان سمیت در آنها بسیار متنوع و متفاوت می باشد. جلوگیری از رشد میکروارگانیسم ها توسط این ترکیبات نقش مهمی در فرآیند تجزیه داشته و می تواند منجر به ناکارآمد شدن سیستم تصفیه گردد.
نکته کلیدی برای تصفیه بیولوژیکی فاضلاب صنایع شیمیایی اصلاح و بهینه سازی زمان تماس میکروارگانیسم ها با مواد موجود می باشد. با انجام این اصلاحات تجزیه بیولوژیکی فاضلاب به طور مناسبی انجام خواهد شد و تمایل بالقوه ی سمیت فاضلاب نیز کاهش می یابد.
با توجه به تحقیقات و آزمایش های صورت گرفته یکی از بهترین گزینه ها برای تصفیه بیولوژیکی این دسته از فاضلاب ها استفاده از بیوراکتور غشایی (MBR) به همراه لجن فعال می باشد. این روش توانایی تصفیه ضایعات آلی قوی ای را دارد. هم چنین راکتورهای دو فازی نیز عملکردی مناسبی در تصفیه مواد سمی دارا می باشند.
بیوراکتورهای غشایی در تصفیه فاضلاب صنایع شیمیایی
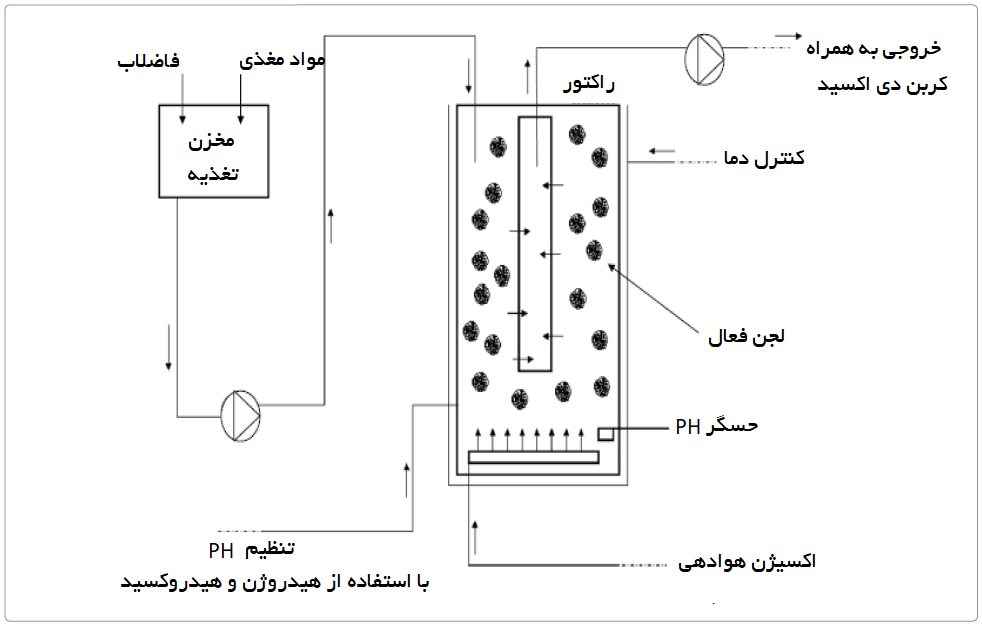
بیوراکتورهای غشایی از ترکیبی از فرآیند لجن فعال به همراه یک فرآیند جداسازی غشایی استفاده می کنند. دو نمونه ی متداول این سیستم ها غشاهای مستغرق و غشاهای خارجی می باشند. شکل زیر نمونه ی ساده ای از یک MBR را به صورت شماتیک نشان می دهد.
مزایای ارائه شده توسط سیستم های MBR نسبت به فرآیندهای معمول لجن فعال شامل اشغال فضای کمتر، کاهش تولید لجن، بهبود کیفیت خروجی و تصفیه مناسب فاضلاب های حاوی آلاینده های متنوع است. اما این سیستم معایبی نظیر نیاز به بازرسی و تعمیر و نگهداری منظم غشاها، هزینه های نسبتا بالای راه اندازی و محدودیت های مربوط به فشار، دما و PH مجاز برای سیستم می باشد. این راکتورها برای تصفیه بازه ی گسترده ای از فاضلاب های شهری و صنعتی مانند صنایع داروسازی وشیمیایی مورد استفاده قرار می گیرند.
جزئیات طراحی این فرآیندها بسته به نوع فاضلاب ورودی و نوع راکتور غشایی مورد استفاده، متغیر می باشد. طراحی نوع عملیات این راکتورها از اهمیت ویژه ای برخوردار می باشد چرا که راکتورهای غشایی بسیار حساس بوده و مستعد گرفتگی (غشاها) هستند. همین نقطه ضعف دلیل اصلی عدم استفاده از سیستم های MBR در مقیاس های بزرگ برای تصفیه فاضلاب صنایع شیمیایی (در مقایسه با سیستم های لجن فعال معمول) می باشد.
تاکنون مقالات و تحقیقات فراوانی در راستای بررسی راه حل های مختلف برای رفع این معضل ارائه شده است. شار (جریان) بحرانی مهم ترین پارامتر برای بیان خطا و ناکارآمدی غشاها می باشد. این گونه می توان بیان نمود که به ازای مقادیر کمتر از جریان بحرانی مشکلی برای غشای مورد نظر به وجود نخواهد آمد.
وجود فلزات سنگین در فاضلاب هایی با PH پایین مشکلات زیست محیطی عدیده ای را به وجود خواهد آورد. به همین دلیل روش های ترسیب و ته نشینی مختلفی مورد بررسی و آزمایش قرار گرفت اما برخی از این روش ها مانند ترسیب توسط آهک موجب تشکیل کربنات ها و هیدروکسیدها می شوند که خود این عوامل باعث ناپایداری محصولات می گردند. به همین دلیل بیوراکتورهای غشایی حاوی باکتری های کاهنده سولفات جایگزین مناسبی برای فرآیندهای ترسیب توسط آهک در نظر گرفته می شوند.
از این روش برای تصفیه فاضلاب صنایع مختلفی همچون شیمیایی، نساجی، داروسازی و پتروشیمی استفاده می گردد.
بیوراکتورهای دوفازی در تصفیه فاضلاب صنایع شیمیایی
این بیوراکتورها از نوعی حلال آلی زیست تخریب ناپذیر، بیولوژیکی و غیرفرار که بالای فاز مایع (آبی) قرار گرفته و هوادهی می شود، استفاده می کنند. نمونه ای از این تجهیز در شکل زیر نشان داده است.
این سیستم ها به عنوان سیستم های خود تنظیمی در نظر گرفته می شوند چرا که نرخ ورود زنوبیوتیک ها به فاز آبی توسط میزان مصرف میکروارگانیسم ها محاسبه و تعیین می شود. این دسته از سیستم ها مزایای متعددی نسبت به سیستم های لجن های فعال متعارف و سایر سیستم های هوازی دارا می باشند. یکی از مهم ترین این مزایا قرار گرفتن مقدار محدودی از میکروارگانسیم ها در معرض مواد آلی موجود در فاضلاب می باشد. این کار موجب کاهش اثرات سمی و هم چنین افزایش میزان بارگذاری زنوبیوتیک ها می گردد.
از معایب بالقوه ی این قبیل سیستم ها نیز می توان به تماس باکتری ها و قارچ های زیست تخریب پذیر موجود با یون های فلزی و حذف یک مرحله بیشتر زیست توده ها پیش از تخلیه پساب خروجی اشاره نمود. به صورت کلی می توان اذعان داشت که تمام فاضلاب های شیمیایی ای که ممکن است حاوی ترکیبات سمی زنوبیوتیک باشند را می توان با استفاده از این راکتورها تصفیه نمود.
راکتور ناپیوسته متوالی در تصفیه فاضلاب صنایع شیمیایی
یک راکتور ناپیوسته متوالی (SBR) راکتوری می باشد بر پایه فرآیند لجن فعال که کلیه مراحل تصفیه در آن طی دورهای زمانی مشخص و تنها درون یک مخزن انجام می شود. تمام مراحلی که در یک فرآیند لجن فعال متداول، متوالی (مانند هوادهی، اکسیداسیون آلاینده ها، ته نشینی لجن و بازیافت) صورت می گیرد اینجا در این سیستم به صورت ناپیوسته و یکی پس از دیگری انجام می شود.
در یک فرآیند SBR هر چرخه زمانی شروع می شود که راکتور تقریبا خالی شده باشد (به جز لایه ای از لجن که در کف قرار دارد). سپس راکتور با فاضلاب پر شده و هوادهی و آشفتگی آغاز می گردد. فرآیند تجزیه بیولوژیکی در خلال مرحله ی پر کردن آغاز شده و تا زمانی که مقدار تخریب و تجزیه آلاینده ها به میزان دلخواه نرسیده باشد ادامه می یابد. سپس هوادهی و اختلاط متوقف شده و ته نشینی لجن آغاز می شود.
بسته به مدت زمان در نظر گرفته شده برای ته نشینی، واکنش های بی هوازی صورت خواهد گرفت و مقدار مواد آلی موجود در لجن را کاهش خواهد داد. زمانی که ته نشینی صورت گرفت، لایه ی بالایی فاضلاب که تصفیه شده است تخلیه گشته و چرخه ی جدیدی آغاز می گردد. یکی از مراحل دیگری که ممکن است در این چرخه وجود داشته باشد، هضم بی هوازی لجن است.
یکی از اصلی ترین مزایای سیستم های SBR توانایی مدیریت نوسانات شدید موجود در جریان فاضلاب ورودی و ترکیبات موجود، توسط این سیستم ها می باشد. این مورد در فرآیندهای معمول لجن فعال صادق نبوده و افزایش جریان ورودی به این سیستم ها منجر به کاهش زمان ماند فاضلاب در مخزن هوادهی و لجن در زلال ساز می شود، که این امر می تواند موجب بروز خطا یا از کار افتادن یکی از این واحدها یا هر دوی آنها گردد. علاوه بر آن، شوک های سمی یا تغییرات شدید در میزان بارگذاری مواد آلی موجب تغییر در روند تشکیل توده های میکروبی در فرآیندهای لجن فعال می گردد که همین امر باعث ایجاد پدیده ی بالکینگ یا حتی از کار افتادن سیستم می شود.
در مقابل در فرآیندهای SBR می توان مدت زمان ماند فاضلاب را تا بازیابی توده های میکروبی و تکمیل فرآیند تجزیه افزایش داد. به طور مشابه این توانایی برای مدت زمان ته نشینی هم صادق بوده و می توان تا تکمیل فرآیند ته نشینی و پیش از تخلیه این زمان را تغییر داد. به بیان دیگر می توان اینگونه عنوان نمود که سیستم های SBR مانند سایر فرآیندهای ناپیوسته انعطاف پذیری بیشتری دارد. اما از سوی دیگر استفاده از سیستم های SBR برای تصفیه فاضلاب هایی با جریان مداوم و پیوسته مستلزم به کارگیری چندین راکتور و/یا وجود تجهیزات نگه دارنده برای ذخیره فاضلاب تا زمان در دسترس بودن SBR است. از سیستم های SBR در فرآیندهای دی نیتریفیکاسیون کننده نیز استفاده می شود.
فناوری راکتورهای ناپیوسته متوالی (SBR)، فرآیندی ناپیوسته و دوره ای، را می توان برای تصفیه انواع مختلفی از فاضلاب ها به کار برد (فاضلاب خانگی، شیرابه های ضعیف و متوسط محل های دفع زباله، آلاینده های آلی به خصوص، انواع مختلف فاضلاب های صنعتی و خاک های آلوده). این کار مستلزم طراحی مناسب (مطابق با شرایط و خصوصیات فاضلاب) راکتور می باشد.
تصفیه بی هوازی فاضلاب صنایع شیمیایی
راکتورهای بی هوازی بسیار متفاوت با راکتورهای هوازی می باشند، چرا که در وهله ی اول پیکره ی این راکتورها برای جلوگیری از نفوذ اکسیژن به سیستم باید به صورت بسته باشد. نفود اکسیژن به سیستم می تواند موجب بروز اختلال در عملکرد میکروارگانیسم های بی هوازی شود. یک راکتور بی هوازی می بایست مجهز به سیستم جمع آوری و تخلیه (خروجی) مناسبی برای حذف گازهای تولید شده (عمدتا متان و کربن دی اکسید) در طول فرآیند بی هوازی باشد.
فرآیندهای میکروبی بی هوازی مزایای مهم متعددی در مقایسه نسبت به فرآیندهای میکروبی هوازی دارند : 1) تولید کمتر لجن، 2) قابلیت عملکرد در غلظت های بالاتر BOD و مواد سمی ورودی به سیستم، 3) حذف هزینه های مربوط به انتقال اکسیژن به راکتور و 4) تولید محصول جانبی مفید (متان). با این وجود هزینه های اولیه و بهره برداری در این سیستم ها به دلیل الزام به بسته بودن و حرارت دادن، بالاتر از سیستم های هوازی است. بنابراین بیوفرآیندهای بی هوازی مورد استفاده برای تصفیه فاضلاب های خطرناک معمولا به تصفیه فاضلاب هایی با میزان جریان کم مانند پساب های صنعتی محدود می شود.
در دهه های گذشته فعالیت های تحقیقاتی و آزمایشی زیادی برای استفاده از فناوری راکتورهای بی هوازی در تصفیه انواع مختلف فاضلاب های صنعتی مانند فرآوری مواد غذایی، نساجی، کاغذ سازی و صنایع شیمیایی صورت گرفته است. هضم بی هوازی شامل چندین مرحله از واکنش های بیولوژیکی وابسته به یکدیگر، پیچیده ی متوالی و موازی می باشد که در آنها محصول تولیدی توسط گروهی از میکروارگانیسم ها به عنوان زیر مجموعه ای برای گروه بعد بوده که این فرآیندها عمدتا منجر به تبدیل مواد آلی به مخلوطی از متان و کربن دی اکسید می شود.
هضم بی هوازی در 4مرحله اتفاق می افتد : هیدرولیز/ مایع سازی، اسیدوژنز، استئوژنز و متانوژنز. برای اطمینان از تعادل فرآیند هضم، توجه به ارتباط مناسب فرآیندهای تبدیل بیولوژیکی در طول فرآیند تصفیه برای جلوگیری از تجمع واسط ها در سیستم بسیار مهم می باشد. مدل های مختلفی از راکتورهای بی هوازی مانند پتوی لجن بی هوازی با جریان بالا رونده (UASB) و راکتور بی هوازی ناپیوسته متوالی (ASBR) و … وجود دارند که می توان از آنها در تصفیه فاضلاب های صنعتی استفاده نمود.
امروزه روش های تصفیه بی هوازی به یکی از روش های پر استفاده در تصفیه فاضلاب های صنعتی تبدیل شده اند چرا که این سیستم ها تاثیر و راندمان مناسبی در تصفیه فاضلاب های قوی (با میزان آلودگی بالا) داشته و از نظر اقتصادی نیز مقرون به صرفه می باشند.
در اواخر دهه هفتاد میلادی (1980 – 1970) در هلند راکتور UASB توسط پروفسور گاتز لتینگا برای تصفیه فاضلاب صنایع مختلفی از جمله فرآوری شکر، نوشیدنی ها و مشروبات الکلی، صنایع تخمیری، غذایی و کاغذ سازی مورد استفاده قرار گرفت. اما امروزه استفاده از این سیستم ها گسترده تر شده و از آن برای تصفیه فاضلاب صنایع دیگری همچون شیمیایی و پتروشیمیایی، نساجی، شیرابه محل های دفن زباله و هم چنین فرآیندهای مربوط به حذف فلزات و تبدیل سولفور استفاده می شود.
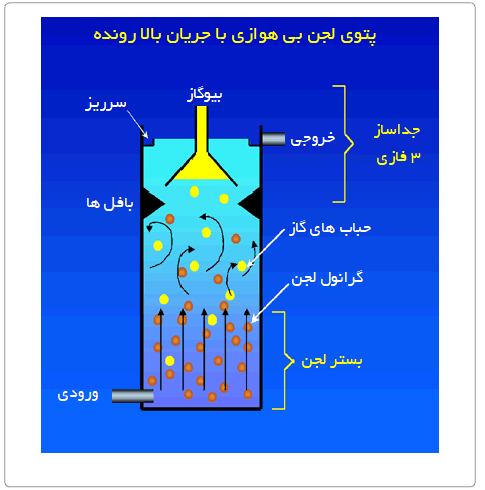
بخش های اصلی یک سیستم UASB در شکل زیر نشان داده است. یک راکتور UASB دارای 4 بخش اصلی است : 1) بستر لجن، 2) پتوی لجن، 3) جداساز گاز – لجن – مایع و 4) محفظه ته نشینی.
یکی از شاخصه های سیستم های UASB وجود گرانول لجن و سیستم داخلی سه فاز GSL (جداساز گاز/جامد/مایع)می باشد. در یک راکتور UASB لجن بی هوازی خصوصیات ته نشینی مناسبی دارد (یا این خصوصیات را در طول فرآیند به دست می آورد) و به صورت مکانیکی توسط نیروهای رو به بالای (جریان بالا رونده ی) فاضلاب ورودی مخلوط شده و حباب های گاز در درون راکتور تشکیل می شود.
به همین علت سیستم اختلاط مکانیکی از راکتورهای UASB حذف می شود که این کار موجب کاهش هزینه های اولیه، بهره برداری و تعمیر و نگه داری سیستم می گردد. فرآیند اختلاط موجود در سیستم های UASB موجب تسهیل روند تشکیل گرانول های لجن می گردد.
راکتور ASBR برای تصفیه فاضلاب صنایع شیمیایی
راکتور ناپیوسته متوالی بی هوازی، یک فرآیند بی هوازی سرعت بالا می باشد که اولین بار توسط شخصی به نام Dague در دانشگاه آیووا مطرح شد. یکی از شاخصه های فرآیند ASBR امکان دسترسی به زیست توده های گرانول (دانه ای) می باشد. به ترتیب امکان فراهم آوردن مقدار بیشتری از زیست توده ها با بازدهی مناسب و مدت زمان ماند بلندتری برای جامدات (SRT) وجود خواهد داشت.مراحل تصفیه شامل 5 گام اصلی می باشد : 1) پر شدن، 2) واکنش، 3) ته نشینی، 4) تخلیه و 5) سکون.
در راکتورهای ناپیوسته متوالی بی هوازی واکنش های بیولوژیکی بی هوازی معمول حاصل مصرف مواد مغذی و تولید گازهای متان و کربن دی اکسید انجام می گیرد و سیستم با انجام چرخه زیر به کار خود ادامه می دهد : تغذیه، واکنش، ته نشینی و تخلیه. مزایای اصلی موجود در عملکرد این نوع سیستم ها شامل سادگی عملیات، کنترل بهینه کیفیت پساب خروجی، امکان حذف مرحله ته نشینی برای پساب ورودی و خروجی و انعطاف پذیری سیستم و توانایی استفاده از آن برای تصفیه بازه ی گسترده ای از فاضلاب ها می باشد.
این خصوصیات نشان دهنده ی توانایی بالقوه این سیستم ها برای کاربرد در مواردی می باشد که نیاز انطباق با شرایط و استانداردهای سختگیرانه ی زیست محیطی بوده و هم چنین زمانی که فاضلاب تولیدی دارای خصوصیات متغیری می باشد.
در حال حاضر از توانایی ها و ویژگی های بالقوه این سیستم ها در تصفیه فاضلاب برخی صنایع مانند فاضلاب صنایع فرآوری مواد غذایی و فاضلاب های مصنوعی ای (ترکیبی) با میزان آلودگی کم استفاده می شود. اما هم چنان تحقیقات و آزمایشات گسترده ای در راستای بهبود این سیستم و گسترش دامنه ی استفاده آن در حال انجام می باشد.
در بسیاری از تصفیه خانه های شهری و صنعتی لجن خروجی حاصل از تصفیه اولیه و ثانویه وارد یک بیوراکتور بی هوازی (هاضم یا تثبیت کننده بی هوازی) می شود. دلیل اصلی این کار کاهش BOD باقی مانده در لجن است. وجود شرایط بی هوازی موجب تجزیه میکروبی BOD و مناسب سازی لجن برای دفع می گردد. در صورتی که ترکیبات سمی وارد لجن شده باشد، شرایط متانوژنیک موجود در هاضم باعث تسهیل تخریب و تجزیه ی بسیاری از این مواد سمی آلی خواهد شد.
بنابراین در صورت ورود مواد آلی سمی به فاضلاب، عبور از مراحل تصفیه و نفوذ به لجن، استفاده از این سیستم ها می تواند موجب تجزیه بیولوژیکی این آلاینده ها گردد. شرایط معمول برای عملکرد مناسب یک هاضم بی هوازی شامل 10 تا 20 روز ماندگاری مایع و زمان ماند برای جامدات و درجه حرارتی در حدود 35 درجه سانتیگراد می باشد. گاز متان تولیدی توسط فعالیت های میکروبی متانوژنیک نیز غالبا برای گرم کردن بیوراکتور مورد استفاده قرار می گیرد.
از این روش می توان برای تصفیه فاضلاب های شیمیایی حاوی سولفات، فاضلاب صنایع خودرو و … استفاده نمود.
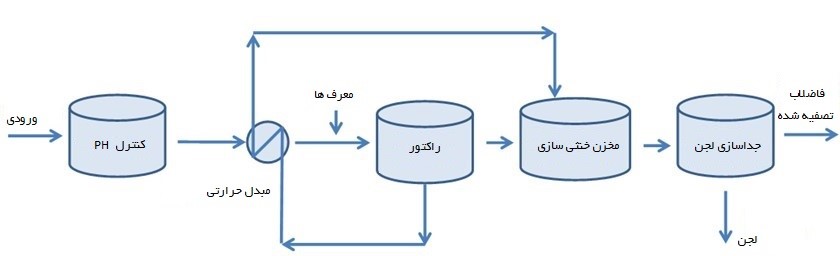
فرآیند تصفیه یکپارچه فاضلاب صنایع شیمیایی
هدف اصلی از طراحی سیستم های یکپارچه یا هیبرید استفاده از خصوصیات منحصر به فرد دو یا چند فرآیند می باشد. به بیان دیگر در اینجا سیستم های یکپارچه به فرآیندهای تصفیه فاضلابی اطلاق می شود که از ارگانسیم های هوازی و بی هوازی برای تصفیه فاضلاب و دستیابی به خروجی ای پایدار و سازگار با محیط زیست استفاده می کند.
با پیشرفت علم میکروبیولوژی و استحصال درک بهتری از ویژگی های این میکروارگانیسم ها، امکان برطرف نمودن مشکلات جدی موجود در تصفیه فاضلاب های مختلف با به کارگیری درست و به جای هر کدام از میکروارگانیسم ها فراهم آمده است. اما در عوض این کار مستلزم طراحی دقیق راکتورهای مناسب برای مهیا نمودن شرایط مورد نیاز برای عملکرد کارآمد هر گروه از این میکروارگانیسم ها می باشد.
تصفیه فاضلاب های به شدت آلوده با استفاده از ترکیبی از فرآیندهای هوازی و بی هوازی بسیار اقتصادی می باشد. طی تحقیقاتی که به تازگی صورت گرفت، مشخص شد در صورتی که مقدار BOD موجود در فاضلاب بیش از mg/L 1000 باشد، استفاده از سیستم های ترکیبی هوازی – بی هوازی بسیار مقرون به صرفه است. به عنوان مثال یکی از روش های مورد استفاده در راستای آزمایش این فرآیندها استفاده از سیستمی ترکیبی شامل کربن فعال پودری، به همراه فرآیندهای بی هوازی (مرحله اول) و هوازی (مرحله دوم) بود.
علاوه بر مزایای ذکر شده ی قبلی، میکروارگانیسم های بی هوازی می توانند دارای مزایای دیگری نیز باشند که آنها را تبدیل به گزینه ای جذاب برای تصفیه فاضلاب می نماید. به تازگی مشخص شده است که میکروارگانیسم های بی هوازی نقش اصلی ای در برخی فرآیندهای کاهنده دارا می باشند که می توانند تاثیر بسزایی در تصفیه گروه به خصوصی از ترکیبات سمی و خطرناک داشته باشند.
به عنوان مثال مشخص شده است که میکروارگانیسم های بی هوازی توانایی کاهش برخی ترکیبات سمی مانند آروماتیک های ترکیب شده با کلر که در مقابل تجزیه بیولوژیکی بسیار مقاوم می باشند را دارا هستند. لذا یکی از روش های موثر برای تصفیه چنین ترکیباتی وارد نمودن متوالی آنها به محیط های بی هوازی و هوازی مخصوصی می باشد.
یکی دیگر از کاربردهای این دسته از سیستم ها، تصفیه فاضلاب صنایع نساجی است. پیش تصفیه بی هوازی چنین فاضلاب هایی دارای مزایای متعددی از جمله حذف بهتر رنگ، فلزات سنگین و هالوژن های آلی قابل جذب (AOX) است.
در صورتی که باکتری ها در بیوفیلم ها به صورت ساکن و بدون حرکت قرار گرفته باشند، می توان فعالیت ترکیبی باکتری های بی هوازی/هوازی را در یک مرحله فراهم نمود چرا که میزان نفوذپذیری اکسیژن (O2) به ندرت از چند صد میکرو متر تجاوز می کند. راکتورهای بستر ثابت علاوه بر فراهم آوردن مناطق بی هوازی/هوازی، مدت زمان ماند بیشتری برای لجن (SRT) که برای جلوگیری از خروج میکروارگانسیم های سازگار شده با شرایط و تولید کمتر لجن ضروری است، فراهم می کنند.
فرآیند ترکیبی بی هوازی/هوازی برای حذف مواد مغذی (COD, N, P) موجود در فاضلاب های شور نیز کاربرد دارد.
اکسیداسیون شیمیایی در تصفیه فاضلاب صنایع شیمیایی
اکسیداسیون در لغت به معنای انتقال الکترون از یک ماده به ماده ی دیگر می باشد. یکی از پارامترهای اصلی برای استفاده از اکسیداسیون شیمیایی به عنوان فرآیندی برای تصفیه فاضلاب، اکسیژن شیمیایی مورد نیاز یا COD است. تنها آب و فاضلابی با مقادیر نسبتا کم COD (کمتر یا مساوی g/L 5) به طور مناسبی توسط این روش تصفیه می شوند چرا که مقادیر بالاتر نیازمند استفاده ی مقدار زیادی از مواد شیمیایی گران قیمت می باشد (در این موارد استفاده از اکسیداسیون مرطوب مناسب تر می باشد).
فرآیندهای اکسیداسیون شیمیایی را می توان به دو دسته ی اصلی تقسیم نمود :
تصفیه شیمیایی متداول (کلاسیک)
فرآیندهای تکمیلی (پیشرفته) اکسیداسیون (AOPs)
فرآیند تصفیه شیمیایی کلاسیک در تصفیه فاضلاب صنایع شیمیایی
این روش به صورت کلی شامل افزودن یک عامل اکسیدان به آب یا فاضلاب حاوی آلاینده ها می باشد. این اکسیدان ها شامل بازه ی گسترده ای از مواد مختلف می باشند که در ادامه به بررسی مختصری از مهم ترین آنها خواهیم پرداخت.
کلر : این عامل یک اکسیدان مناسب برای گندزدایی آب می باشد چرا که موجب از بین رفتن میکروارگانیسم ها می شود. از دیگر ویژگی های این ماده می توان به قدرت و ارزان بودن آن و هم چنین سادگی استفاده و شناخته شده بودن آن اشاره نمود. اما اصلی ترین معایب این ماده تولید محصولات جانبی سرطان زا و نیاز به استفاده فراوان از آن (قدرت مانور پایین) می باشد.
پتاسیم پرمنگنات : این ماده عامل اکسید کننده ای می باشد که دهه هاست از آن برای تصفیه آب استفاده می شود. این ماده را می توان به صورت جامد یا محلول به سیستم اضافه نمود. پتاسیم پرمنگنات اکسید کننده ای قوی اما گران می باشد که در بازه ی گسترده ای از PH عملکرد قابل قبولی را ارائه می دهد. یکی از معایب استفاده از این ماده به عنوان عامل اکسید کننده تشکیل منیزیم دی اکسید در طول فرآیند اکسیداسیون و رسوب گذاری آن در سیستم می باشد. این رسوب تشکیل شده می بایست با استفاده از سیستم های زلال ساز یا فیلتراسیون از واحد حذف شود که استفاده از هر کدام از این تجهیزات موجب تحمیل هزینه های اضافی به تصفیه خانه می گردد.
اکسیژن : واکنش ترکیبات آلی با اکسیژن در شرایط معمول دمایی و فشاری صورت نمی پذیرد. برای افزایش ویژگی اکسید کنندگی اکسیژن و هم چنین و اطمینان از وضعیت مایع خروجی (تصفیه مناسب) نیاز به مقادیر بالای دما و فشار می باشد. اکسیژن اکسید کننده ای ملایم و خفیف می باشد که نیاز به سرمایه گذاری اولیه ی بزرگی دارد اما هزینه های پایین مربوط به بهره برداری آن این فرآیند را تا حدود زیادی پر استفاده و محبوب کرده است.
هیدروژن پراکسید : در بسیاری از سیستم ها این ماده یک عامل اکسید کننده ی چند منظوره می باشد که از آن می توان به صورت مستقیم یا به همراه یک کاتالیست استفاده نمود. کاتالیت معمول مورد استفاده برای این عامل سولفات آهن است (نام دیگر این فرآیند فنتون (Fenton) می باشد). سولفات آهن تنها ماده ی مناسب مورد استفاده نبوده و از سایر نمک های آهن نیز می توان استفاده نمود. هم چنین از سایر فلزات مانند Al3+ و Cu2+ نیز می توان به عنوان کاتالیست استفاده کرد. از مزایای این روش می توان به صرفه اقتصادی (یکی از ارزان ترین روش ها)، قدرت بالای اکسیداسیون، سادگی کارکرد و کنترل آن، حلالیت آن در آب، عدم تولید مواد سمی یا رنگ در محصولات جانبی و … اشاره نمود. از این فرآیند می توان در حضور اشعه فرابنفش نیز استفاده نمود. فرآیند اکسیداسیون در این روش مبتنی بر تولید رادیکال های هیدروکسیل بوده که می توان آن را نوعی از فرآیندهای اکسیداسیون پیشرفته (تکمیلی) در نظر گرفت.
ازن زنی : ازن عامل اکسید کننده ی بسیار قوی ای می باشد که مانند عوامل اکسیژن و هیدروژن پراکسید موجب تولید یون های خارجی (بیگانه) به محیط واکنش نمی شود. ازن زنی کاربردهای دیگری نیز مانند حذف رنگ، گندزدایی، حذف مزه و بو و حذف منیزیم و ترکیبات آلی دارا می باشد. در شرایط استاندارد دما و فشار، ازن حلالیت کمی در آب داشته و ناپایدار می باشد. متوسط طول عمر این ماده در حدود چند دقیقه می باشد لذا برای فراهم نمودن مقدار ازن مورد نیاز در محیط واکنش، نیاز به استفاده حجم زیادی ازن می باشد. اصلی ترین عیب این اکسید کننده نیاز به تولید آن در محل و فراهم نمودن تجهیزات مربوط به تولید آن می باشد. لذا هزینه ها اولیه مربوط به این سیستم بسیار بالا است. با این وجود از سیستم ازن زنی در بسیاری از تصفیه خانه های آب به عنوان مرحله ی تصفیه تکمیلی و هم چنین به عنوان واحد اکسیداسیون آلاینده های آلی برای پساب های صنعتی (به عنوان مثال صنایع کاغذ سازی) و کشاورزی (آب حاوی حشره کش ها) استفاده می شود.
فرآیندهای اکسیداسیون تکمیلی (AOPs) در تصفیه فاضلاب صنایع شیمیایی
فرآیندهای AOP به طور کلی شامل فراهم نمودن محیطی (از نظر دما و فشار) برای فرآیندهای تصفیه آب می باشد که در آن رادیکال هایی با واکنش پذیری بالا (به خصوص رادیکال های هیدروکسیل) به مقدار کافی برای تصفیه آب تولید می شود. این فرآیندهای تصفیه روش های بسیار مناسبی برای بازیابی و تصفیه زمین ها و سطوح آلوده شده و هم چنین فاضلاب های حاوی آلاینده های آلی زیست تخریب ناپذیر می باشند. رادیکال های هیدروکسیل گونه های فوق العاده واکنش پذیری می باشند که به اکثر مولکول های آلی حمله می کنند.
معروف ترین فرآیندهای اکسیداسیون تکمیلی (پشرفته) عبارتند از : فرآیند UV/O3، فرآیند UV/H2O2, O3/H2O2, Fe3+/ UV-vis، فرآیند UV/TiO2 (فتوکاتالیز نا همگن)، فرآیند H2O2 / Fe2+ (تصفیه فنتون).
از میان فرآیندهای مختلف AOP، فرآیند تصفیه فنتون (H2O2 / Fe2+) یکی از موثرترین روش ها برای اکسیداسیون آلاینده های آلی می باشد. این روش در تصفیه فاضلاب های متنوع صنعتی ای که شامل آمین های آروماتیک، رنگ های مختلف و سایر آلاینده هایی نظیر حشره کش ها و سورفاکتانت ها هستند، بسیار مناسب و موثر می باشد. به همین علت این روش در تصفیه فاضلاب صنایعی همچون نساجی و صنایع شیمیایی که حاوی بازه ی وسیعی از آلاینده های می باشند، مورد استفاده قرار گرفته اند.
یکی از مزایای مهم فرآیند تصفیه فنتون عدم نیاز به انرژی ورودی برای فعال سازی هیدروژن پراکسید می باشد که آن را بسیار مقرون به صرفه می کند. با این حال یکی از قابل توجه ترین عیب های این فرآیند تولید مقادیر قابل توجهی از رسوبات Fe (OH)3 و آلودگی آب توسط کاتالالیست های همگن حاصل از افزودن نمک های آهن است.
به طور کلی فرآیندهای AOP به عنوان مرحله ی پیش تصفیه در فرآیندهای تصفیه فاضلاب های صنعتی مورد استفاده قرار می گیرد. این فناوری ها موجب بهبود روند تخریب و تجزیه آلاینده های مقاوم می گردد.
تصفیه فاضلاب های صنعتی (صنایع شیمیایی) با استفاده از تالاب ها
تالاب های مصنوعی (CWs) سیستم های مهندسی ای می باشند که به منظور استفاده از فرآیندهای طبیعی مانند پوشش های گیاهی و میکروب های موجود در تالاب ها برای کمک به فرآیند تصفیه فاضلاب، طراحی و ساخته شده اند. طراحی این سیستم ها برای استفاده از مزایای موجود در فرآیندهای طبیعی تالاب ها در محیطی کنترل شده است. تالاب های مصنوعی در ابتدا برای حذف مواد مغذی باقی مانده در فاضلاب های شهری و خانگی، آب های جاری شده حاصل از طوفان ها و صنایع کشاورزی مورد استفاده قرار گرفتند.
اما از دهه 1990 استفاده از این روش با توجه به بازدهی مناسب آن در حذف بازه ی گسترده ای از آینده ها توسعه یافت و از آن برای تصفیه انواع مختلف دیگر فاضلاب ها مانند شیرابه های دفع زباله، آب های جاری، فرآوری مواد غذایی (صنایع شیر و پنیر)، صنعتی (مانند شیمیایی، کاغذ و پالایشگاه های نفتی)، مزراع کشاورزی، معادن و آبگیری لجن استفاده گردید. استفاده از تالاب ها روش بسیار مناسبی برای تصفیه فاضلاب های صنعتی می باشد. علاوه بر این تالاب ها دارای مزیت های فراوانی مانند هزینه های کم اولیه و بهره برداری در مقایسه با سیستم های معمول مورد استفاده مانند لجن فعال، لاگون های هوادهی و … می باشند.
طبقه بندی اصلی این سیستم ها بر اساس نوع رشد ماکروفیتی (مستغرق، شناور آزاد و …) می باشد، سایر طبقه بندی ها معمولا بر مبنای نوع جریان آب (جریان سطحی، جریان زیر سطحی افقی یا عمودی) می باشد. در سال های اخیر برای بهبود راندمان تصفیه، ترکیبی از انواع مختلف CWs (سیستم های هیبریدی) مورد استفاده قرار گرفته اند (به خصوص برای حذف نیتروژن).
سیستم های ریشه ای گسترده علف ها (گیاهان) سطح بسیار گسترده ای برای میکروارگانیسم ها فراهم می کند که این امر موجب افزایش توانایی تجزیه مواد آلی می شود. جذب گیاهی فرآیند اصلی برای حذف مواد مغذی از سیستم های تصفیه فاضلابی می باشد که از گیاهان (به خصوص سنبل آبی) استفاده می کنند. بازدهی و کارآیی این سیستم ها وابسته به میزان بارگذاری مواد مغذی در سیستم است. در این سیستم ها حذف نیتروژن، فسفر، نیتریفیکاسیون و دینیتریفیکاسیون بوسیله جذب و آمونیاک توسط تبخیر از سیستم حذف می شوند.
استفاده از سیستم ها در مناطق گرمسیر بسیار مناسب و پربازده می باشد چرا که شرایط جوی موجود در این مناطق برای رشد مداوم ماکروفیت ها در تمام طول سال مناسب است. مدیریت مناسب رشد این گیاهان نه تنها موجب بهبود فرآیند تصفیه بلکه منجر به بهبود وضعیت حیات وحش منطقه نیز می گردد.
تصفیه فاضلاب صنایع کاغذ سازی و تولید مقوا از حیث نوع و غلظت آلاینده ها و هم حجم آب مصرفی در پروسه تولید، حائز اهمیت بسزایی است. از این رو متخصصان شرکت تصفیه هوشمند آویسا با ارائه راهکارهای ویژه بر مبنای تجارب عملی و زیربنای علمی خود، اقدام به ارائه خدمات طراحی، ساخت و اجرای سیستم های تصفیه فاضلاب صنایع کاغذ سازی به تناسب نیاز این صنعت نموده اند.
وجه تمایز تصفیه هوشمند آویسا در طراحی و ساخت سیستم تصفیه فاضلاب صنایع کاغذ سازی چیست؟
طراحی اختصاصی
علاوه بر ماژول های پیش ساخته این شرکت برای تصفیه فاضلاب صنایع کاغذ سازی، به منظور تصفیه آلاینده های خاص و حل مشکلات مربوط به آن، راهکارهای اختصاصی نیز بر حسب نیاز به کارفرمایان ارائه می گردد.
امکان ارائه محصول به صورت پکیج یکپارچه
ماژول سازی سیستم های تصفیه فاضلاب صنایع کاغذ سازی، امکان یکپارچه سازی تصفیه خانه مورد نیاز را به صورت یک پکیج مستقل قابل جابجایی امکانپذیر می سازد.
حداقل نیاز به نگهداری و بهره برداری
تصفیه هوشمند آویسا به منظور کاهش هزینه های گزاف مرتبط با بهره برداری و یا بهره برداری نادرست، همواره ماموریت خود را در اتوماسیون سیستم های موجود قرار داده است، لذا سیستم های ارائه شده توسط این شرکت مجهز به تجهیزات کنترلی است که حداقل نیاز به بهرهبردار متخصص را طلب می کند و اشتباهات بهره برداری را به حداقل می رساند.
بازیابی و استفاده مجدد از پساب تصفیه شده
با توجه به مصرف بالای آب در پروسه تولید کاغذ و مقوا، کاهش مصرف آب، هم از نقطه نظر اقتصادی و هم زیست محیطی امری ضروری به نظر می رسد. دستیابی به استاندارهای آب مورد نیاز مصرفی این صنایع، از جمله مزایای سیستم های تصفیه فاضلاب این شرکت می باشد که بازگردش و استفاده مجدد از فاضلاب صنایع کاغذسازی را با صرف حداقل هزینه، امکانپذیر مینماید.
مصرف انرژی پایین
اکثر سیستم های تصفیه فاضلاب نیازمند مصرف انرژی هستند. در راستای کاهش دغدغه های صاحبان صنایع در ارتباط با هزینه های مصرف انرژی، فرایندهایی که توسط این شرکت ارائه می شوند به گونه ای بهینه سازی شده اند که پایین ترین سطح انرژی مصرفی را داشته باشند.
حداقل نیاز به مصرف مواد شیمیایی
تصفیه فاضلاب صنایع معمولا با مصرف مواد شیمیایی همراه است. اگرچه این ترکیبات به تصفیه چنین فاضلاب هایی کمک می کنند اما بعضا خود باعث ایجاد مشکلاتی از جمله افزایش هزینههای بهرهبرداری می شوند. فرایندهای بکار گرفته شده در سیستم های تصفیه فاضلاب این شرکت، عمدتاً مبنای بیولوژیکی و الکتروشیمیایی دارند، لذا نیازمند مقادیر بسیار اندکی از مواد شیمیایی هستند.
حداقل میزان لجن
بهینه سازی سیستم های تصفیه ارائه شده از سوی این شرکت موجب شده است که مقدار لجن مازاد بیولوژیکی و الکتروشیمیایی به حداقل رسیده و همچنین لجن تولیدی از قابلیت آبگیری بسیار خوبی برخوردار باشد. لذا حجم لجن تولیدی به حداقل می رسد.
شناخت فاضلاب صنایع کاغذ سازی و مقوا و روش های تصفیه آن
صنایع کاغذسازی یکی از بزرگترین مصرف کنندگان منابع آب شیرین (جزو 5 مصرف کننده اول) در تمام جهان می باشند که بخش عمده ی این مصارف مربوط به فرآیندهای آماده سازی خمیر و رنگ زدایی (سفید کردن) است. این حجم از مصرف آب منجر به تولید مقدار بسیار زیادی فاضلاب و لجن می گردد. مهمترین آلاینده های موجود در فاضلاب این صنایع شامل رسوبات، جامدات، آلدئیدهای آلی قابل جذب (AOX)، ترکیبات آلی کلرید شده، COD، BOD، رنگ و … میباشد. بر اساس مطالعات صورت گرفته بر روی فاضلاب این صنایع، در حدود 85 درصد از آب مصرفی در این صنعت، قابل تصفیه و استفاده مجدد می باشد. استفاده از سیستم ها و فرآیندهای تصفیه مناسب موجب کاهش مصرف آب، کاهش گسترش آلودگی و همچنین پایین آمدن هزینه های صاحبان این صنایع می شود.
سیستم های تصفیه فاضلاب صنایع کاغذ سازی معمول مورد استفاده در این صنایع غالبا شامل پیش تصفیه (آشغالگیری و دانه گیری)، تصفیه اولیه (مانند زلال سازی) برای جداسازی ذرات و جامدات، فرآیندهای تصفیه بیولوژیکی ثانویه (مانند لجن فعال، لاگون های هوادهی، تصفیه بی هوازی و …) برای حذف مواد آلی زیست تخریب پذیر و کاهش سمیت پساب و تصفیه تکمیلی (مانند فیلتراسیون ممبرانی، انعقاد/ترسیب، ازن زنی، تبادل یونی، RO و …) برای افزایش کیفیت آب تولیدی میباشند.
اما تصفیه فاضلاب این بخش از صنعت همواره کار دشواری بوده است، تنوع مواد خام ورودی، استفاده از فرآیندها و مواد شیمیایی مختلف و همچنین تنوع محصول تولیدی موجب شده است تا روش و سیستم یکسانی برای تصفیه فاضلاب تولید شده توسط صنایع کاغذسازی وجود نداشته باشد و طراحی و استفاده از سیستم های تصفیه، کاملا وابسته به ویژگی های فاضلاب گردد.
معیارهای یک تصفیه موفق
میزان ته نشینی یا شناورسازی (سرعت فرآیند)
سرعت جداسازی جامدات موجود در فاضلاب می تواند عامل محدود کننده ای برای توان عملیاتی تصفیه خانه باشد. از طرف دیگر در صورتی که روش مناسب و بهینه ای برای جداسازی انتخاب گردد، ممکن است اندازه و هزینه های تصفیه خانه نیز کاهش یابد. نتایج بسیاری از تحقیقات نشان دهنده ی افزایش سرعت جداسازی با به کارگیری روش های شیمیایی است. همچنین استفاده از برخی مواد شیمیایی به صورت هیبریدی می تواند موجب بهبود حذف مواد آلی یا برخی مواد غیرآلی به خصوص شود. شرایط بهره برداری از تصفیه خانه های بیولوژیکی نیز تاثیر فراوانی بر میزان ته نشینی دارد.
مقدار لجن
در سال های اخیر اهمیت تولید کمترین میزان لجن و مواد زائد جامد به عنوان محصولات جانبی فرآیند تصفیه در کنار حذف آلاینده ها از اهمیت ویژه ای برخوردار شده است و درک بهتری از تاثیر آن بر روی پایین آمدن هزینه های تصفیه و کاهش آلودگی های زیست محیطی پیدا شده است. مهمترین راه های دستیابی به این هدف، استفاده از فرآیندهای تصفیه بیولوژیکی بیهوازی، تصفیه بیولوژیکی در دماهای بالا، آبگیری کافی لجن و … می باشند.
انتشار گازهای گلخانه ای
با وجود آنکه هدف اصلی در فرآیند تصفیه فاضلاب حذف آلاینده ها از آب است، اما توجه به عدم تولید سایر آلایندها (گازهای گلخانه ای) در خلال این فرآیندها نیز بسیار مهم است. یکی از راه های مناسب برای کاهش انتشار این گازها استفاده از فرآیندهای بی هوازی و مصرف گاز تولید شده به عنوان منبع انرژی می باشد. روش دیگر، استفاده از فرآیندهای جایگزین حذف مواد مغذی مانند فرآیند بی هوازی Anammox (حذف نیتروژن با مصرف انرژی کمتر) است.
هزینه های بهره برداری سیستم
یکی از چالش های اصلی در تصفیه فاضلاب صنایع مختلف میزان مصرف انرژی و به دنبال آن هزینه های مربوط به بهره برداری می باشد. اغلب فرآیندهایی که توانایی حذف آلاینده های آلی زیست تخریب پذیر را دارا هستند، معمولا هزینه ی بهره برداری زیادی دارند. با وجود آنکه روش های تصفیه بیولوژیکی هوازی دارای راندمان و ضریب اطمینان مناسبی برای تصفیه فاضلاب صنایع کاغذ سازی می باشند، اما پمپاژ هوا موجب تحمیل هزینه های زیادی به این قبیل از سیستم ها می شود.
سیستم های اکسیداسیون تکمیلی (پیشرفته) نیز که از توانایی قابل قبولی برای حذف ترکیبات رنگی و سمی برخوردار می باشند، به دلیل هزینه های بالای بهرهبرداری همواره مورد نقد صاحبین صنایع قرار گرفته اند. لذا امروزه استفاده از روش های دیگری مانند فرآیندهای ممبرانی و الکتروکواگولاسیون که نسبت بازدهی و هزینه در آنها بسیار مناسب می باشد، از محبوبیت بیشتری برخوردار شده اند.
مهم ترین پارامترهای فاضلاب در تصفیه فاضلاب صنایع کاغذ سازی
پیش از بررسی روش های مختلف تصفیه فاضلاب برای این صنایع، نگاهی به برخی از مهمترین پارامترها برای ارزیابی فاضلاب تصفیه شده خواهیم داشت. یکی از اصلی ترین شاخصه ها، اکسیژن بیولوژیکی مورد نیاز یا همان BOD و اکسیژن شیمیایی مورد نیاز یا COD می باشد. ورود فاضلاب تصفیه شده ای که BOD و COD موجود در آن بیش از حد استاندارد باشد، به رودخانه ها، چشمه ها و سایر پیکره های آبی موجب مصرف اکسیژن محلول موجود در آب شده و در نتیجه حیات حیوانات و گیاهان آبزی به خطر خواهد افتاد. عامل مهم بعدی رنگ است.
به دلیل استفاده از فرآیندهای مختلف رنگ دهی و رنگ زدایی در صنعت کاغذ سازی، یکی از آلاینده های معمول موجود در فاضلاب این صنایع رنگ ها و حلال های آن می باشند. این ترکیبات شیمیایی و آلی می توانند به شدت سمی باشند و موجب تخریب محیط زیست و به خطر افتادن سلامت انسان ها و سایر جانداران گردند. دیگر شاخصه ی مهم که نیاز به توجه ویژه دارد کدورت و TSS است. وجود مواد معلق در فاضلاب موجب بروز اختلال در عبور نور از آب و تنفس موجودات آبزی می شود. روش های حذف این آلاینده ها از فاضلاب معمولا ساده بوده و با استفاده از فرآیندهای مناسب (ته نشینی، شناورسازی، روش های ممبرانی و …) می توان آنها را حذف نمود.
سایر پارامترها پر اهمیت
یکی از بزرگترین نگرانی ها در تصفیه فاضلاب صنایع کاغذ سازی ترکیبات پایدار و مقاوم می باشند. این ترکیبات آلی، زیست تخریب پذیر نبوده و حتی پس از انجام فرآیندهای مختلف بیولوژیکی هوازی یا حتی بی هوازی در فاضلاب باقی می مانند. حذف این مواد با به کارگیری فرآیندهای تصفیه تکمیلی مناسب (مانند اکسیداسیون تکمیلی یا الکتروکواگولاسیون) امکان پذیر خواهد بود. پارامتر بعدی ترکیبات حاوی سولفور است. مشکل اصلی در ارتباط با این ترکیبات احتمال واکنش باکتری های کاهنده سولفور موجود در محیط می باشد. شرایط بیهوازی می تواند منجر به تولید گاز سمی H2S و سایر ترکیبات حاوی سولفور با بوی نامطبوع گردد. عامل مهم دیگر نمک ها و ترکیبات یونی هستند. وجود نمک های غیرآلی و ترکیبات یونی مانند سدیم کلرید در فاضلاب های صنعتی موجب شور شدن و افزایش رسانایی آب های پذیرنده می گردد.
منابع و ویژگی های فاضلاب صنایع کاغذ سازی
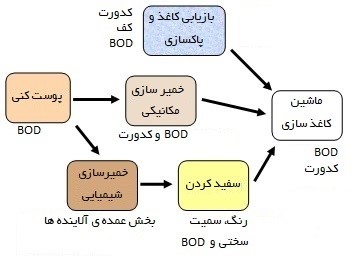
اولین نکته ی مهم در رابطه با فاضلاب صنایع کاغذسازی توجه به متنوع و مختلف بودن آنها در مقایسه با یکدیگر می باشد. به دلیل تنوع بالای فرآیندها، مواد و تجهیزات مورد استفاده و همچنین محصولات تولیدی، خواص پساب تولیدی در این بخش از صنعت بسیار گسترده و متفاوت می باشد. شکل زیر نشان دهنده ی اصلی ترین منابع و آلاینده های معمول موجود در فاضلاب این صنایع است.
یکی از اولین مراحل فرآیند تولید کاغذ عمل خیساندن چوب و کندن پوست آن است. پساب تولید شده در این گام در مقایسه با سایر مراحل از آلودگی بسیار کمتری برخودار است. کاربرد اصلی مرحله ی خمیرسازی مکانیکی برای تولید کاغذهایی می باشد که جداسازی فیبرهای چوب در آنها به صورت مکانیکی انجام می شود (مجلات و روزنامه ها).
آلاینده های اصلی موجود در این مرحله، مواد معلق و محلول وارد شده به آب و همچنین مقادیر کمی BOD و COD است. در طی فرآیند خمیرسازی به روش شیمیایی حجم بسیار زیادی از مواد شیمیایی (سدیم سولفات، صابون های رزینی، اسیدهای چرب)، جامدات معلق و محلول وارد جریان فاضلاب شده و بخش عمده ای از فاضلاب تولیدی مربوط به این مرحله می باشد. مراحل بازیابی و سفید سازی نیز موجب ورود حجم بسیار زیادی از مواد شیمیایی مانند حلال ها و شوینده ها، مواد معلق و محلول (مانند تکههای کاغذ) به جریان فاضلاب می شود.
روش های اصلی تصفیه فاضلاب صنایع کاغذ سازی و مقوا
هدف اصلی اغلب سیستم های تصفیه دستیابی به 3 هدف زیر است: حذف مواد معلق موجود، حذف آلاینده های محلول و رفع مشکل مربوط به سمیت فاضلاب و پساب تولیدی. معمولا این کار در دو مرحله صورت می پذیرد. در ابتدا با استفاده از جداسازی ثقلی برخی آلاینده ها حذف شده و سپس تصفیه اولیه انجام می شود (استفاده از زلال سازها و در برخی مواقع شناورسازی). مرحله ی دوم (تصفیه ثانویه) نیز معمولا تصفیه فاضلاب به روش بیولوژیکی میباشد.
تصفیه اولیه: زلال سازی با استفاده از ته نشینی
سیستم های جداسازی ثقلی نه تنها به اختلاف چگالی آلاینده و مایع، بلکه به اندازه ی ذرات جامد (بزرگ بودن به اندازه کافی) نیز وابسته می باشند. معمولا مورد دوم را بوسیله ایجاد تودههای بزرگ و افزایش سرعت ته نشینی مرتفع می کنند. حوضچه های ته نشینی می توانند به صورت کاملا ساده و هم به صورت مخازنی مجهز به اسکیمر و تجهیزات جمع آوری لجن باشند. وظیفه ی اسکیمرها جمع آوری کف و سایر مواد سبک موجود بر روی سطح آب است.
تجهیزات جمع آوری لجن نیز به صورت مداوم مواد ته نشین شده در کف مخزن را به سیستم جمع آوری لجن هدایت می کنند. در برخی سیستم های ته نشینی از بافل هایی برای هدایت جریان و فراهم آوردن شرایط آرام برای عبور جریان از واحد استفاده می شود. همانطور که انتظار میرود لجن اولیه حاصل از فرآیندهای تولید کاغذ، حاوی مقادیر زیادی از مواد سلولزی و معدنی کلسیمکربنات و گل می باشد.
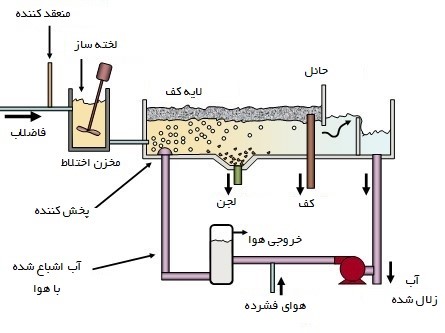
واحدهای شناورسازی با هوای محلول
علاوه بر ته نشینی، شناورسازی نیز روش دیگری برای زلال سازی پساب صنایع کاغذسازی است. سیستم معمول مورد استفاده، واحدهای شناورسازی با هوای محلول یا همان DAF می باشند. همانطور که در شکل زیر نشان داده شده است این تجهیز، جریانی آب اشباع شده از هوا را وارد آب حاصل از فرآیند تولید کاغذ می کند. با ورود این جریان به داخل مخزن، حباب های بسیار کوچک هوا از حالت محلول خارج شده وشروع به آمدن بر روی سطح می نمایند. این حبابها به همراه خود مواد جامدی که به آنها می چسبند را نیز به روی سطح می آورند. سپس این مواد جامد توسط اسکیمرها از سیستم خارج می شوند.
سیستم های DAF یکی از اقتصادی ترین روش ها برای تصفیه فاضلاب هایی می باشند که حاوی مقادیر بسیار زیادی از مواد جامد هستند ( 5000 – 300 میلی گرم بر لیتر). با استفاده صحیح و درست از سیستم های DAF و همچنین به کار گیری منعقدکننده ها و لخته سازهای مناسب می توان 80 تا 95 درصد از جامدات معلق و همچنین آلاینده های دیگری مانند ذرات جوهر، لیپوفیل ها، ذرات کلوئیدی و … را از فاضلاب صنایع کاغذ سازی حذف نمود.
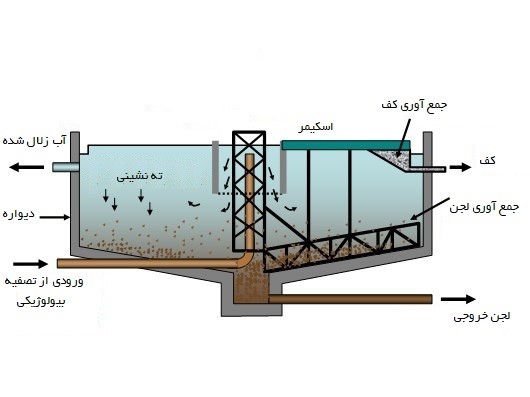
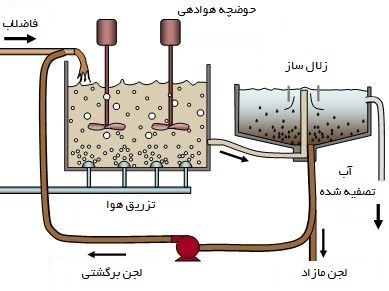
تصفیه ثانویه: لجن فعال
رایج ترین روش برای حذف مواد آلی از فاضلاب (با قدمتی بیش از 100 سال) که شامل هوادهی و برگشت بخشی از لجن به ابتدای فرآیند (ورودی سیستم) است، سیستم لجن فعال می باشد. شکل زیر شماتیکی از واحد زلال سازی می باشد که ممکن است در این روش مورد استفاده قرار گیرد.
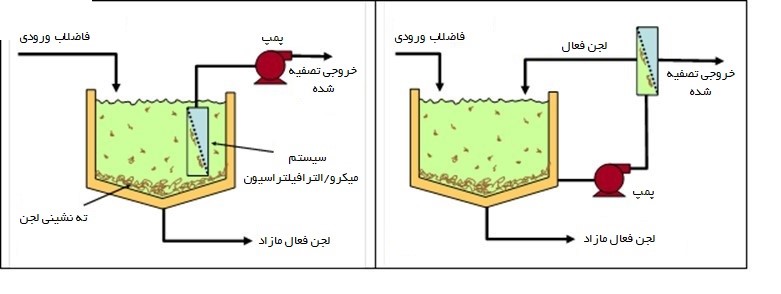
در مواقعی نیاز به راندمان بالاتر باشد یا فضای مورد نیاز برای زلال سازهای ثقلی در دسترس نباشد، بیوراکتورهای ممبرانی (MBR) یا سایر بیوراکتورهای دارای بستر متحرک یا ثابت، قابل جایگزینی می باشند. همچنین در مواردی که برای جداسازی لجن از فیلتر شنی ، میکروفیلتراسیون (MF) یا الترافیلتراسیون (UF) استفاده شود، سیستم های MBR مشکلات مربوط به bulking را نخواهند داشت. علاوه بر این، استفاده از روش های ممبرانی در فرآیندهای بیولوژیکی موجب عملکرد راکتورها با غلظت بالاتری از جامدات خشک شده و در نتیجه لجن بیولوژیکی کمتری تولید شده و تجزیه مواد آلی بهبود خواهد یافت. این عوامل منجر به کاهش زمان ماند هیدرولیکی می شود.
تغلیظ لجن
لجن ثانویه ای که در خلال فرآیندهای تصفیه بیولوژیکی در تصفیه فاضلاب صنایع کاغذ سازی تولید می گردد، عمدتا از سلول های بیولوژیکی و محصولات حاصل از تجزیه آنها تشکیل شده است، به همین علت جداسازی آن از آب بسیار مشکل می باشد. در این گونه از لجن ها هر سلول بیولوژیکی مانند بالونی از آب عمل می کند. یکی از معمول ترین روش ها برای جبران عدم توانایی آبگیری مناسب در این لجن ها، اختلاط لجن ثانویه با لجن اولیه که بیشتر از مواد فیبری تشکیل شده است، می باشد. این کار موجب می شود تا به مایع مخلوطی با قابلیت آبگیری بیشتر دست پیدا کنیم.
روش های مختلفی برای افزایش میزان جامدات در لجن ثانویه مورد استفاده قرار می گیرد. این کار موجب راحتتر شدن حمل و نقل، استفاده کارآمد یا دفع راحت تر آن می شود. این روش ها شامل جمع آوری لجن از کف مخزن زلال ساز (توسط اسکراپرها)، استفاده از تجهیزات فشرده کننده مختلف و سانتریفیوژها می باشد که یکی از پر مصرف ترین آنها بلت فیلتر است.
تصفیه تکمیلی
در بسیاری از موارد برای دستیابی به استانداردهای تخلیه تعیین شده توسط سازمان محیط زیست، نیاز به استفاده از روش های تصفیه تکمیلی می باشد. به طور خاص می توان گفت ترکیبات رنگی و مقاوم در برابر تجزیه بیولوژیکی موجود در فاضلاب تولیدی در بخش رنگ زدایی و سفید کردن در صنایع کاغذ سازی، به سلامت از دو مرحله ی قبلی تصفیه عبور نموده و از فاضلاب حذف نمی شوند. برخی از مهم ترین روش های تصفیه تکمیلی مورد استفاده در این بخش شامل انعقاد، جذب توسط کربن فعال، سیستم های اکسیداسیون پیشرفته (تکمیلی)، تکنولوژی های ممبرانی، الکتروکواگولاسیون و … می باشند.
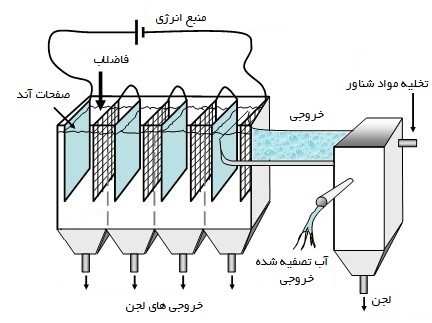
الکتروکواگولاسیون یا انعقاد الکتریکی روشی کارآمد و مقرون به صرفه برای تصفیه بازه گسترده ای از فاضلاب های صنعتی و غیرصنعتی می باشد. قاعده ی اصلی مورد استفاده در این روش، اکسیداسیون صفحات فلزی یا همان آندها در زمان تماس با فاضلاب است.
شماتیک کلی و ساده ای از یک سیستم الکتروکواگولاسیون
استفاده از روش الکتروکواگولاسیون در تصفیه فاضلاب صنایع کاغذ سازی موجب جلوگیری از ورود یون های اضافی به فاضلاب تصفیه شده می گردد (در مقایسه با روش های انعقاد و لخته سازی شیمیایی). در صورتی که سیستم به درستی طراحی و بهره برداری گردد، یون های فلزی تولید شده توسط آندها به طور کامل با یون های موجود در فاضلاب (–OH) واکنش داده و لجن تولید شده از لحاظ بار الکتریکی خنثی خواهد بود. علاوه بر آن، این فرآیند مانند روشهای شیمیایی نیازی به استفاده از آلوم یا کلرید آهن نداشته و در نتیجه یون های کلرید یا سولفات در آب وجود نخواهد داشت. عدم وجود یون های سولفات در فاضلاب تحت تصفیه از اهمیت ویژه ای برخوردار می باشد، چرا که هم موجب رفع مشکلات مربوط به باکتری کاهنده سولفات می شود و هم از بروز اختلال در عملکرد سایر یون های منعقد کننده (مانند +Al3) جلوگیری میکند.
سایر مزیت های الکتروکواگولاسیون
دیگر مزیت روش انعقاد الکتریکی (EC) کاهش چشمگیر میزان تولید لجن است. از مهم ترین نکاتی که در استفاده از این روش باید توجه ویژه ای به آن داشت، میزان رسانایی یا هدایت الکتریکی محلول مورد نظر می باشد (این عامل تاثیر مستقیمی بر روی عملکرد سیستم دارد). نکته ی مهم بعدی چگالی جریان مورد استفاده است که این پارامتر بر روی بازدهی سیستم، عمر صفحات مورد استفاده، میزان مصرف انرژی، افزایش دمای فاضلاب و تشکیل رسوب بر روی صفحات تاثیر گذار می باشد.
به طور کلی روش های مختلف دیگری نیز برای تصفیه فاضلاب صنایع کاغذ سازی وجود دارد که حتی در برخی مواقع نیاز به ترکیب و استفاده همزمان از چندین روش برای تصفیه مناسب فاضلاب مورد نظر می باشد، اما نکته مهم در ارتباط با فاضلاب این صنایع، متنوع بودن آن و الزام طراحی سیستم تصفیه مناسب با توجه به ویژگی های منحصر به فرد هر فاضلاب است.
تصاویر
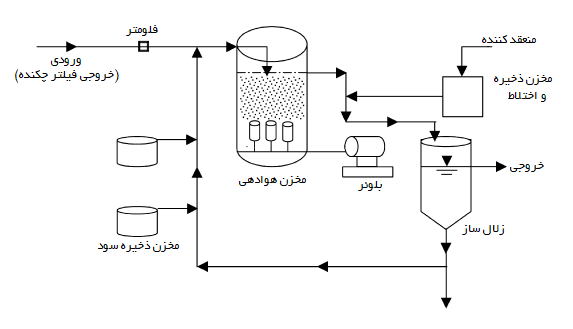
شکل 1: شماتیک سیستم تصفیه Fenton
شکل 2: نمایی از دو نوع بیوراکتور تصفیه فاضلاب صنایع کاغذ سازی
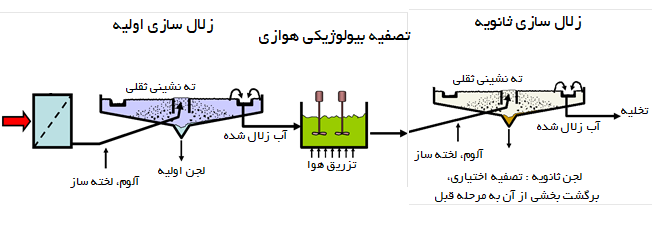
شکل 3: تصفیه فاضلاب صنایع کاغذ سازی به روش لجن فعال
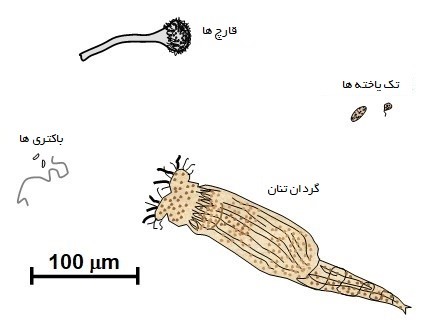
شکل 4: اندازه تقریبی میکروارگانیسم های دخیل در تجزیه بیولوژیکی فاضلاب صنایع کاغذسازی
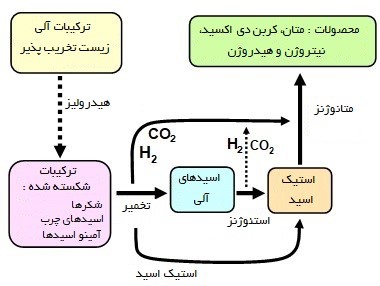
شکل 5: نمودار شماتیک مراحل تجزیه بی هوازی ترکیبات آلی زیست تخریب پذیر
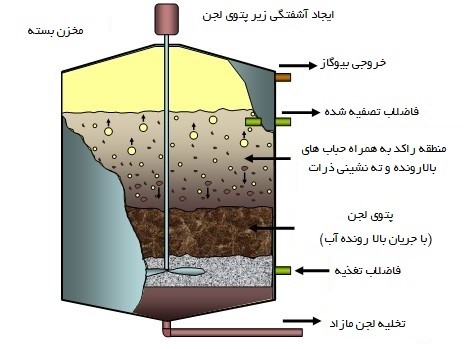
شکل 6: طرح شماتیک تصفیه فاضلاب صنایع کاغذ سازی به روش بی هوازی در یک مخزن ایزوله به همراه ایجاد آشفتگی در ورودی فاضلاب. پتوی لجن بالارونده و منطقه راکد مایع که در آن ذرات لجن ته نشین شده و بیوگاز تولیدی از بخش بالایی خارج می شود.
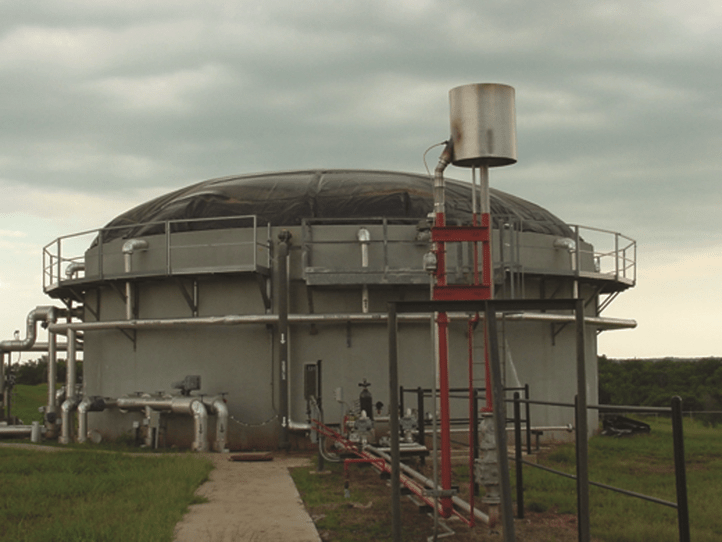
شکل 7: نمایی از یک سیستم قدیمی و ساده تصفیه فاضلاب صنایع کاغذ سازی
شکل 8: نمودار شماتیک گزینه های بهبود سیستم های تصفیه فاضلاب صنایع کاغذ سازی
از نقطه نظر سلامت انسان ها، حیوانات و گیاهان، صنعت داروسازی یکی از مهمترین و متنوعترین صنایع در سراسر جهان می باشد. اصلی ترین شاخصه این صنعت، تنوع بسیار گسترده ی محصولات تولیدی، فرآیندهای مورد استفاده و از همه مهمتر، کیفیت و کمیت آب مصرفی و فاضلاب تولیدی است. آلاینده های موجود در تصفیه فاضلاب صنایع داروسازی بسیار پیچیده و عمدتا سخت یا غیر قابل تجزیه بیولوژیکی هستند و ورود آن ها به محیط زیست، اثرات جبران ناپذیری را بر جای می گذارد.
طراحی و ساخت سیستم ها و پکیج تصفیه فاضلاب صنایع داروسازی توسط شرکت تصفیه هوشمند آویسا بر مبنای اصول دقیق علمی و تجارب گسترده این شرکت در تصفیه فاضلاب های پیچیده صنایع مختلف صورت می پذیرد، لذا بر حسب نیازهای اختصاصی صنایع دارویی در مراحل طراحی و ساخت به منظور دستیابی به حداکثر کارایی، بهینه سازی انجام می شود.
وجه تمایز سیستم های تصفیه فاضلاب صنایع داروسازی تصفیه هوشمند آویسا چیست؟
حداکثر راندمان تصفیه فاضلاب صنایع داروسازی
گستره تنوع آلاینده های موجود در روند تصفیه فاضلاب صنایع داروسازی ، واحدهای فرایندی و عملیاتی مختلفی را طلب می کند. بهینه سازی این فرایند ها توسط تیم طراحی این شرکت، دستیابی به حداکثر راندمان به منظور کاهش هزینه های سرمایه گذاری و حفاظت از محیط زیست را تضمین مینماید.
نیاز به حداقل انرژی
کارایی بالای سیستم های تصفیه فاضلاب صنایع داروسازی این شرکت مزایای متنوعی را ایجاد می نماید که یکی از اساسی ترین موارد آن، بهینه سازی فرایند به منظور دستیابی به حداکثر نسبت آلاینده حذفی به انرژی مصرفی است.
حداقل مصرف مواد شیمیایی
رویکرد این شرکت در تصفیه فاضلاب های سخت از جمله تصفیه فاضلاب صنایع داروسازی ، جایگزینی فرایندهای متداول با فرایندهایی است که حداقل مصرف مواد شیمیایی را دارند. مبرهن است که مواد شیمیایی و لجن حاصل از آن نیز از عوامل آسیب رسان به محیط زیست هستند و هزینههای گزافی را نیز بر صاحبان صنایع تحمیل می کند.
سهولت راهبری و نگهداری
تلاش تصفیه هوشمند آویسا همواره رفع نگرانی ها و معضلات صاحبان صنایع در حوزه آب و فاضلاب است، لذا اتوماسیون و ساده سازی راهبری و نگهداری را در تمامی سیستم های تصفیه خود از جمله سیستم های تصفیه فاضلاب صنایع داروسازی مد نظر قرار داده است.
استفاده مجدد از پساب تصفیه فاضلاب صنایع داروسازی
صنایع داروسازی از منظر مصارف آب دارای نیازمندی های ویژه ای هستند و بازگردش آب در پروسه های مختلف و استفاده در بخش های عمومی کارخانه برای این صنایع بعضاً بسیار حیاتی است. لذا این شرکت در طراحی سیستم های تصفیه فاضلاب صنایع داروسازی ، این مهم را در کنار کاهش هزینه های ساخت در نظر دارد.
حداقل فضای مورد نیاز
از دیگر مزایایی حاصل از بهینه سازی سیستم های تصفیه فاضلاب صنایع داروسازی توسط دپارتمان طراحی این شرکت، کاهش فضای مورد نیاز برای تصفیه خانه است که آن را از سیستم های متداول متمایز می سازد.
مروری بر فاضلاب صنایع داروسازی و دارویی و روش های تصفیه آن
داروسازی نماینده صنایعی است که تنوع فرآیندها و عملیات آن به اندازه ی تنوع موجود در محصولات تولیدی آن است. به همین دلیل ارائه مدلی جامع برای تصفیه فاضلاب صنایع داروسازی تقریباً غیرممکن است.
جرقه های انقلاب عظیم، پیشرفت و گسترش روز افزون این صنعت را می توان همزمان با جنگ جهانی دوم و نیاز مبرم ارتش و مردم به محصولات دارویی دانست. تولید داروهای جدید، به خصوص آنتی بیوتیک ها در خلال جنگ جهانی دوم و پس از آن، منجر به تشدید مشکلات مربوط به تصفیه فاضلاب صنایع داروسازی گردید. از طرف دیگر موج صنعتی سازی در چند دهه ی گذشته منجر به افزایش تخلیه زائدات جامد، فرآورده های گازی و فاضلاب به محیط زیست و آلودگی آن گشت که همین امر باعث به خطر افتادن سلامت مردم، حیوانات و گیاهان و شیوع بیماری های مختلف شد. نتیجه ی این اتفاق افزایش نیاز جوامع به محصولات دارویی و تشدید بیشتر معضل تصفیه فاضلاب صنایع داروسازی است.
اولین اقدام جدی در ارتباط با این مشکل در سال 1999 توسط ایالات متحده آمریکا صورت گرفت. بین سال های 1999 و 2000 به دستور سازمان زمین شناسی دولت امریکا تحقیقات گسترده ای در 30 ایالت این کشور برای شناسایی میزان و تاثیر آلاینده های فاضلاب های آلی (OWC) بر روی 139 رودخانه صورت گرفت. نتایج نشان دهنده ی وجود این آلاینده ها (OWC) در 80 درصد از نمونه ها بود. بخش عمده ای از این آلاینده ها ترکیباتی با پایه دارویی مانند کوپروستانول، کلسترول، نیتروژن، کافئین، تری کلوسان و … بودند.
دسته بندی صنایع داروسازی
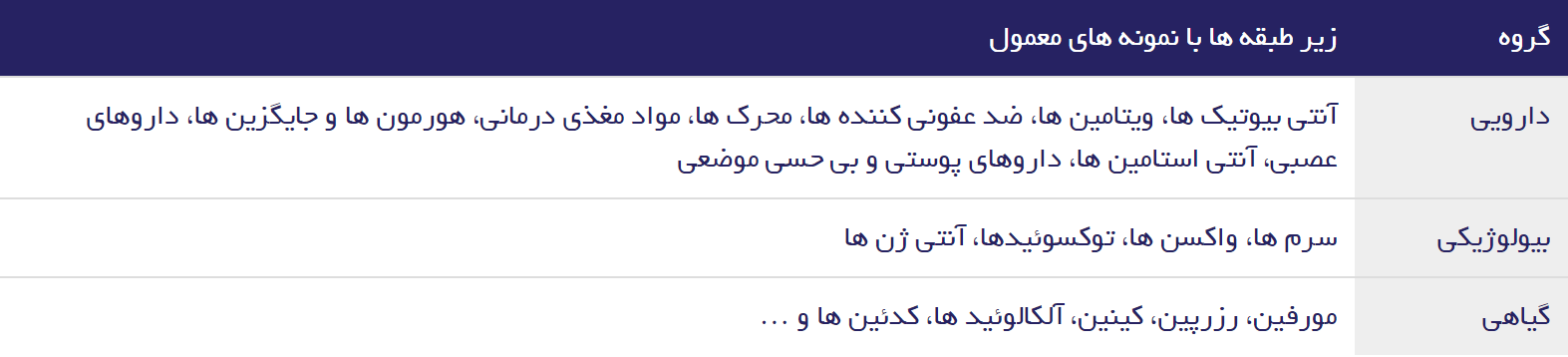
بخش عمده ای از تولیدکنندگان دارو و صنایع دارویی از فرآیندهای متفاوتی نظیر ترکیب مواد شیمیایی، تخمیر، عصاره گیری و استخراج و سایر فرآیندهای پیچیده استفاده می کنند. علاوه بر این، صنایع داروسازی از مواد خام مختلفی برای تولید محصولات خود استفاده می کنند، لذا طبقه بندی این صنایع، کار بسیار دشواری می باشد. علیرغم تعدد فرآیندها، مواد خام مورد استفاده، محصول نهایی و منحصر به فرد بودن هر کارخانه، دسته بندی برای این صنایع بر اساس شباهت در فرآیندهای مورد استفاده، مشکلات مربوط به دفع فاضلاب و زائدات و روش های تصفیه صورت گرفته است. بسته به نوع فرآیندهای تولید، صنایع داروسازی را می توان به 5 زیر گروه اصلی زیر تقسیم نمود:
کارخانه های تخمیری
کارخانه های سنتز مواد شیمیایی آلی
کارخانه های سنتز مواد آلی/تخمیری (معمولا مخصوص کارخانه های بزرگ)
کارخانه های تولید محصولات بیولوژیکی
کارخانه های آماده سازی، فرمولاسیون و ترکیب مواد دارویی
کارخانجات تخمیری با استفاده از فرآیندهای تخمیری اقدام به تولید مواد دارویی شیمیایی مینمایند. در مقابل کارخانجات سنتز مواد شیمیایی آلی، مواد دارویی شیمیایی را با استفاده از فرآیندهای سنتزی آلی تولید می کنند. اما اغلب کارخانه ها با استفاده از زیر گروه سوم و تلفیقی از دو روش قبل محصولات خود را عرضه می کنند. بیشترین تولیدات گروه چهارم که از روشهای بیولوژیکی استفاده می کنند، واکسن ها و پادزهرها هستند. آخرین دسته نیز با به کارگیری فرآیندهای آماده سازی، فرمولاسیون و ترکیب، محصولات دارویی به شکل قرص، کپسول، شربت، پماد و … تولید می نمایند.
طبقه بندی های متفاوت دیگری نیز برای تولید کنندگان دارو وجود که از معروف ترین آنها میتوان به دسته بندی که در سال 1974 بر اساس محصول نهایی تولیدی صورت گرفت، اشاره نمود. بر اساس این دسته بندی، صنایع داروسازی به سه طبقه اصلی تقسیم می شوند.
جزئیات ویژگی های فاضلاب و فرآیند تصفیه فاضلاب صنایع داروسازی
فاضلاب صنایع دارویی یکی از سمی ترین و پیچیده ترین فاضلاب های صنعتی می باشند. همانطور که گفته شده داروسازی ها برای مرتفع نمودن نیازهای دارویی جوامع از فرآیندهای و مواد خام متنوعی استفاده می کنند. درنتیجه حجم بالایی از فاضلاب با خصوصیات متفاوت وارد شبکه های فاضلاب، آبهای سطحی، چاه های جذبی، آب های زیرزمینی و محیط زیست می شود. در بسیاری از مواقع نیز به دلیل نیاز به برخی از فرآورده های دارویی در فصول مختلف، فاضلاب تولید شده توسط این واحدها در فصل های مختلف خصوصیات متفاوتی دارند.
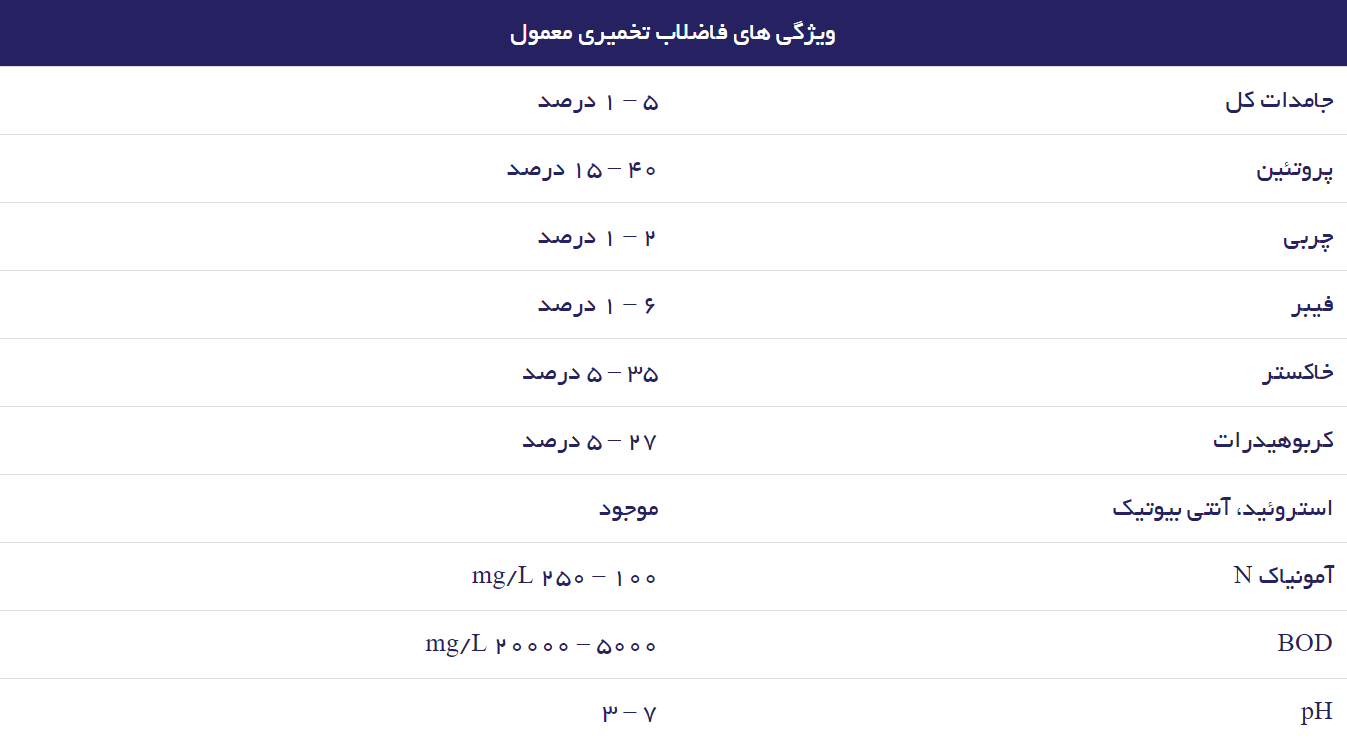
کارخانجات تخمیری: در حالت کلی فاضلاب تولیدی توسط این دسته از کارخانه ها به شدت قوی و حاوی مقادیر بالایی از زائدات آلی می باشد. فرآیندهای اصلی مورد استفاده در واحدها شامل فرآیندهای تخمیری، تنظیمات شیمیایی، تبخیر، فیلتراسیون و خشک کردن است. فاضلاب تولید شده در این فرآیند را اصطلاحا شیرابه تخمیری می نامند که شامل پسماند مخزن تخمیر بعد از خارج نمودن عناصر دارویی می باشد. این فاضلاب ها می توانند دارای میزان قابل توجهی از حلال ها و میسیلیوم ها به صورت توده های قارچی (عامل تخمیر) یا باکتری باشند. BOD موجود در این فاضلاب ها می تواند 9000 برابر قوی تر از فاضلاب های شهری و خانگی باشد.
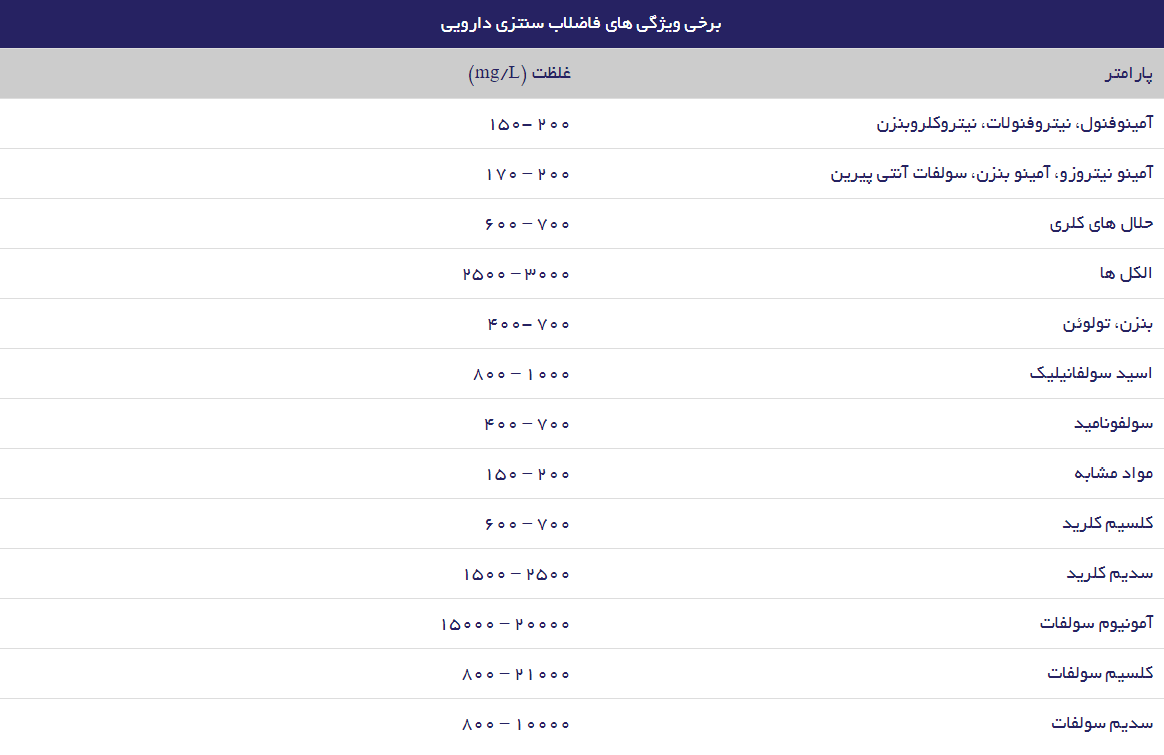
کارخانجات سنتز مواد شیمیایی آلی : فاضلاب این گروه قوی ، تصفیه پذیری مشکل و غالبا مقاوم در برابر سیستم های بیولوژیکی می باشند. این کارخانجات برای تولید محصولات دارویی خود از مواد شیمیایی آلی مختلفی (مواد خام) استفاده می کنند که فرآیندهای اصلی آن شامل واکنشهای شیمیایی، استخراج حلال ها، تبلور، فیلتراسیون و خشک سازی است. فاضلاب حاصل از فرآیندها شامل آب های خنک کن، بخار چگالیده، مایع مخلوط مادر، آب شستشوی کریستالهای نهایی و حلال ها هستند که می توانند شامل ترکیبات شیمیایی متنوع و پیچیده ای با غلظت بالا باشند.
کارخانه های سنتز مواد آلی/تخمیری: این کارخانجات از فرآیندهای تخمیر و سنتز مواد شیمیایی به صورت ناپیوسته و متناسب با محصول تولیدی استفاده می کنند. خصوصیات فاضلاب این واحدها وابسته به فرآیندهای فرآوری و مواد خام مورد استفاده می باشد.
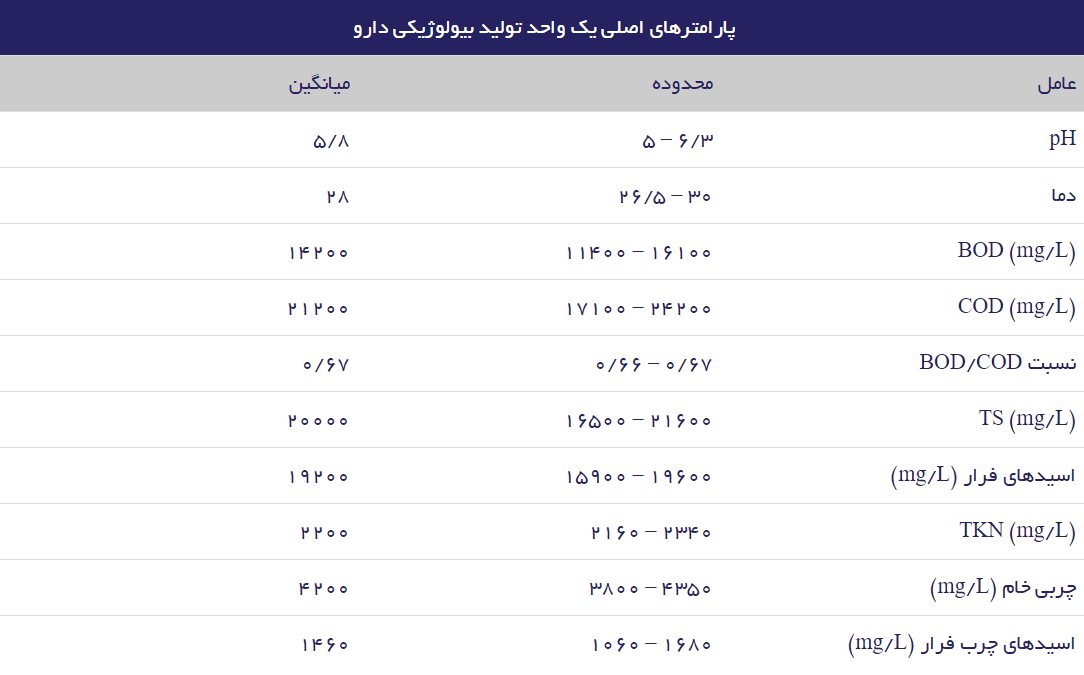
کارخانه های تولید محصولات بیولوژیکی: تولید واکسن، پادتن، سرم، آنتی ژن و پادزهر توسط این کارخانجات منجر به تولید فاضلابی با BOD، COD، TS، جامدات کلوئیدی، سمیت و بوی زیاد می شود. همچنین این دسته از فاضلاب ها حاوی آلاینده های دیگری نظیر کود حیوانی، اندامهای حیوانات، خون، چربی، محتویات و پوسته تخم ها، غلات، میکروب کشت شده، پر، حلال ها، ضدعفونی کننده ها، آفت کش ها، بار بهداشتی، آب حاصل از شستشو و … هستند. حجم فاضلاب تولیدی توسط این بخش بسیار بالا بوده و اساسا شامل موارد زیر است:
فاضلاب ناشی از آزمایش حیوانات
فاضلاب بیماری زا و عفونی آزمایشگاه ها
زائدات شیمیایی سمی
فاضلاب بهداشتی
زائدات محصولات پادتن ها و پادزهرها
کارخانه های آماده سازی، فرمولاسیون و ترکیب مواد دارویی: فاضلاب تولید شده در این دسته از کارخانجات بسیار کمتر از فاضلاب های دیگر بخش ها است. فرآیندهای مورد استفاده در این واحدها شامل اختلاط (جامدات یا مایعات)، کپسول گذاری، پالت سازی وبسته بندی می باشد.
مواد خام مورد استفاده نیز عبارتند از شکرها، شربت ذرت، کاکائو، لاکتوز، کلسیم، ژلاتین، تالک، دیاتومیت، خاک، الکل، گلیسیرین، آسپرین، پنیسیلین و … . تولیدات این کارخانه ها عموما مربوط به داروهای غیرتجویزی مانند داروهای آرتریت، سرفه، سرماخوردگی، زکام بهاره، سینوس ها و عفونت های باکتریایی، آرام بخش ها، گوارشی و کرم ضد آفتاب می باشد. خصوصیات فاضلاب این واحدها عمدتا فصلی بوده و مقدار آن نیز رابطه ی مستقیمی با نیاز به داروها در فصول مختلف دارد.
با این حال می توان گفت فاضلاب این کارخانجات کمی اسیدی، مواد آلی نسبتا بالا (mg/L 2000 – 750 BOD)، جامدات معلق نسبتا پایین (mg/L 400 – 200) و مقدار بسیار کمی سمی است. در زمان هایی که تولید داروهای سرفه و سرماخوردگی مقدار بیشتری دارند، فاضلاب تولیدی ممکن است غلظت بالایی از مونو دی ساکاریدها و مقدار کمی نیتروژن داشته باشد.
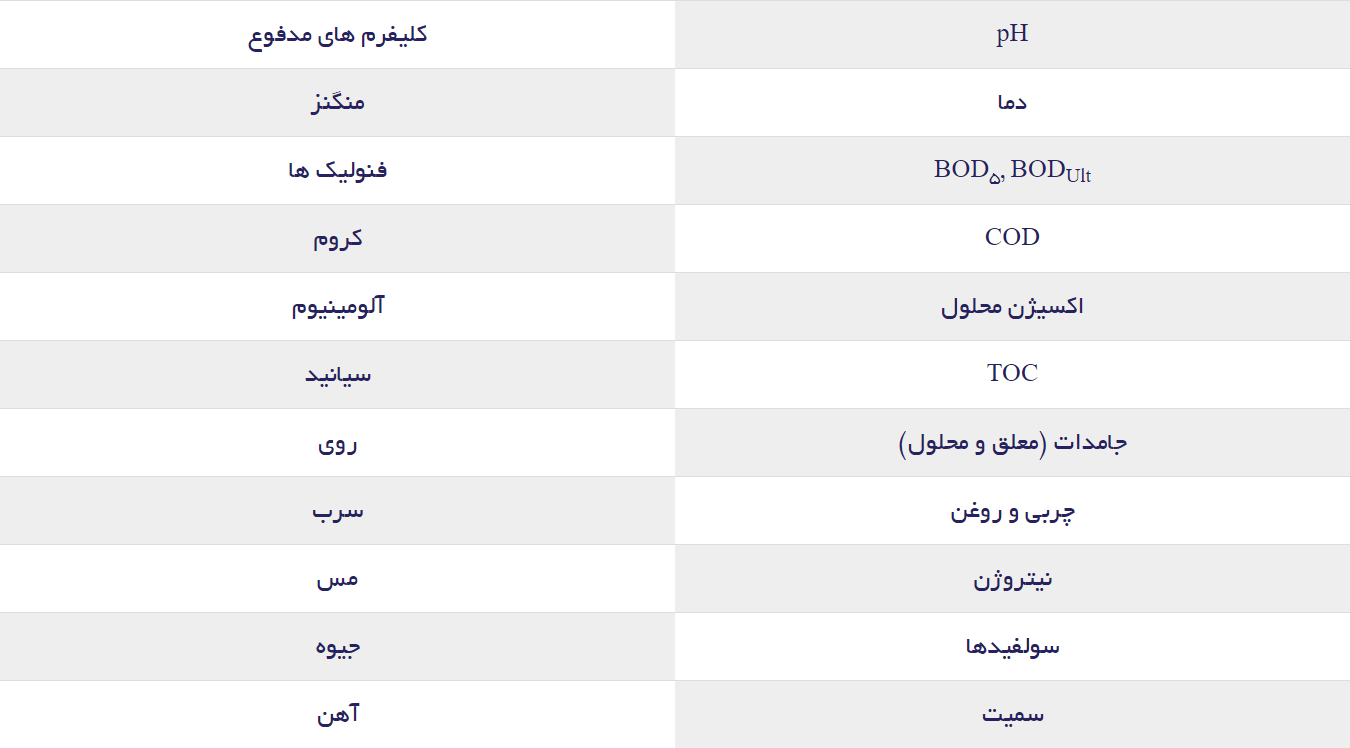
مهمترین پارامترهای موجود در فاضلاب صنایع داروسازی
جدول زیر نشان دهنده ی مهمترین عواملی می باشد که در زمان طراحی سیستم ها و فرآیندهای تصفیه و همچنین انتخاب تجهیزات مناسب باید مورد توجه قرار گیرند.
روش های تصفیه فاضلاب صنایع داروسازی و دارویی
همانطور که گفته شد فاضلاب تولیدی توسط این کارخانه ها از تنوع بسیار زیادی برخوردار بوده و طراحی هر نوع سیستم تصفیه می بایست متناسب با خصوصیات همان واحد (مانند مواد خام مورد استفاده، فرآیندهای بکار رفته، حجم محصولات تولیدی، فصل و …) باشد. از این رو، فرآیندهای مختلفی برای تصفیه این نوع فاضلاب ها مورد استفاده قرار می گیرند که در ادامه به برخی از مهمترین آنها می پردازیم.
روش های تصفیه فیزیکوشیمیایی
این روش تصفیه شامل مراحل آشغال گیری، متعادل سازی، خنثی سازی/تنظیم pH، انعقاد/لختهسازی، ته نشینی، جذب و تصفیه توسط ازن و هیدروژن پروکسید می باشد. در این روش تصفیه فاضلاب صنایع داروسازی پس از جداسازی زائدات بزرگ وارد مخازن متعادل ساز می گردد. اهمیت این مخازن به دلیل نتوع بالای میزان بارگذاری آلاینده ها و پیشگیری از وارد شدن شوک به سیستم تصفیه می باشد.
مدت زمان ماند فاضلاب دراین مخازن کاملا وابسته به حجم، میزان آلودگی و ترکیبات فاضلاب است. قبل از انجام هرگونه فرآیند تصفیه بیولوژیکی، مقدار pH فاضلاب خام باید نتظیم شود، چرا که اغلب فاضلاب های تولید شده توسط این صنایع خاصیت اسیدی یا بازی دارند. انتخاب مواد تنظیم کننده pH نیز تابع خصوصیات منحصر به فرد فاضلاب است. سپس برای جداسازی ناخالصی های معلق و کلوئیدی، فرآیند انعقاد/لخته سازی وارد عمل می شود.
این فرآیند که شامل استفاده از مواد شیمیایی (متناسب با ترکیبات موجود در فاضلاب) میباشد، موجب کاهش COD نیز می گردد. به دلیل وجود برخی مواد آلی مانند فنل ها، نیتروفنل ها، تری کلرومتیل پروپانول (TCMP) و … که در مقابل تجزیه بیولوژیکی مقاوم می باشند و ناتوانی اکثر فرآیندهای بیولوژیکی در حذف آن، از هیدروژن پروکسید/ازن برای تصفیه آن استفاده می شود.
یکی از پرکاربردترین روش های تصفیه فاضلاب صنایع داروسازی ، فرآیند لجن فعال میباشد. کاربرد اصلی این سیستم برای حذف ترت بوتانول، حلال مورد استفاده در صنایع داروسازی که توسط فرآیندهای تصفیه بی هوازی حذف نمی شوند، و مواردی که آلاینده های موجود در فاضلاب زیست تخریب پذیر هستند، می باشد. در حالت کلی به جز مورد ذکر شده، این روش بازدهی مناسبی برای تصفیه فاضلاب صنایع داروسازی نداشته و معمولا به صورت واحد کمکی و ترکیبی مورد استفاده قرار می گیرد. شکل زیر نمونه ای از کاربرد این فرآیند می باشد.
در مواردی که فاضلاب با روش های تصفیه بیولوژیکی سازگار بوده و محتوای مواد آلی بالا باشد، فرآیند MBBR بدون شک گزینه ای مناسب و پربازده خواهد بود. این فرآیند شامل رشد تودههای بیومس (به عنوان بیوفیلم) بر روی مدیاهای پلاستیکی می باشد که دائما در داخل راکتور بیولوژیکی در حال حرکت هستند. این مدیا ها دارای سطح ویژه بالایی می باشند که موجب رشد بیشتر بیومس ها در مقایسه با راکتورهای معمول می شوند.
این سیستم ها در مقایسه با سیستم های معمول راندمان بیشتری دارند چرا که میزان گرفتگی در آنها کم بوده و بیوفیلم های تشکیل شده روی دیواره های مدیاها بسیار موثرتر از لخته های بیولوژیکی میباشند. مزیت دیگر این سیستم انعطاف پذیری بالای آن و تجزیه ترکیبات مقاوم تر است. همانطور که گفته شد نقطه ضعف این سیستم، کارآیی آن (تنها در مواردی که آلاینده ها زیست تخریب پذیر باشند) در شرایط به خصوص است.
فشرده سازی مکانیکی بخار در اواپراتورهای خلا
در مواردی که آلاینده های فاضلاب بسیار پیچیده می باشند و فرآیند های بیولوژیکی نیز عاجز از تصفیه هستند (زیست تخریب پذیری پایین، ترکیبات سمی و …)، تبخیر آب در شرایط خلا توسط فشرده سازی مکانیکی بخار بسیار پربازده و موثر می باشد. در این روش بخار به صورت مکانیکی فشرده شده و بخاری سوپرهیت تولید می کند. این بخار انرژی خود را به مبدل حرارتی داده و موجب تبخیر آب و چگالش خود می گردد. به دلیل کارکرد این سیستم در شرایط خلا نقطه جوش و دمای بخار بین 60 تا 90 سانتیگراد خواهد بود. این روش بازدهی مناسبی دارد و موجب کاهش تولید لجن (کیک مازاد) نیز می گردد.
فرآیند هضم بی هوازی
زمانی که غلظت مواد آلی زیست تخریب پذیر موجود در فاضلاب بالا باشد و مواد سمی ای نیز وجود نداشته باشد، استفاده از روش تصفیه هضم بی هوازی بسیار موثر و اقتصادی است. به دلیل بی هوازی بودن این سیستم، علاوه بر صرفه جویی در مصرف انرژی (عدم نیاز به هوادهی)، تولید گاز متان و انرژی بالای موجود در آن، این سیستم را از نظر اقتصادی بسیار شاخص می کند.
فرآیند اکسیداسیون پیشرفته
در مواردی که فاضلاب حاوی غلظت بالایی از مواد شیمیایی پایدار یا مواد سمی باشد یا مواردی که غلظت مواد زیست تخریب پذیر بسیار کم است، نیاز به استفاده از فرآیندهایی است که قدرت تخریب بالاتری (آلاینده ها) دارند. اکسیداسیون پیشرفته اشاره به فرآیندها و تکنولوژی هایی دارد که تمرکز اصلی آنها بر روی تولید رادیکال های هیدروکسید یا تولید انرژی مورد نیاز برای تخریب آلاینده ها است. یکی از کاربردهای این روش ها حذف هیدروکربن های هالوژنی (فنل، تولوئن، بنزن و …)، دترجنت ها، رنگ ها و … می باشد.
پرکاربرترین تکنولوژیها در این زمینه اکسیداسیون الکتروشیمیایی، ازن زنی کاتالیتی، اکسیداسیون آندی، ترکیب هیدروژن پروکسید و اشعه فرابنفش، فتوکاتالیست و … هستند. تمام این روش ها قابلیت حذف دامنه بالایی از آلاینده ها را دارند. با این حال روش ها بسیار گران بوده و بیشتر در مواردی مورد استفاده قرار می گیرند که راه دیگری برای حذف آلاینده ها وجود نداشته باشد.
این روش یکی از موثرین و اقتصادی ترین فرآیندها برای تصفیه فاضلاب صنایع داروسازی میباشد. انعطاف پذیری و قدرت بالای این فرآیند موجب شده است تا این تکنولوژی توانایی تصفیه اکثر قریب به اتفاق انواع فاضلاب های بخش داروسازی را با راندمانی مناسب دارا باشد. این روش که یکی از اصلی ترین مزایای آن عدم نیاز به استفاده از مواد شیمیایی و کمترین نیاز به راهبری می باشد، با انعقاد الکتریکی آلاینده های موجود در فاضلاب و واکنش آنها با الکترودهای موجود در سیستم، عمل تصفیه فاضلاب را از طریق انعقاد انجام می دهد.
روش های متنوع و فراوان دیگری مانند هوادهی گسترده، حوض های اکسیداسیون، PAC-ASP، لاگون های هوادهی، فیلترهای چکنده، فیلترهای بی هوازی، سیستم های بیولوژیکی دو مرحله ای، راکتور هیبریدی بی هوازی و … برای تصفیه این دسته فاضلاب ها وجود دارد. بیشتر این روش ها به تنهایی پاسخگوی نیازهای این صنعت نبوده و برای دستیابی به استانداردهای مورد نیاز می بایست از آنها به صورت ترکیبی استفاده نمود.
همانطور که گفته شد مهمترین نکته در رابطه با تصفیه فاضلاب صنایع داروسازی توجه به منحصر بودن آنها و نیاز به طراحی و به کارگیری سیستم تصفیه فاضلابی اختصاصی می باشد.
تصفیه فاضلاب صنایع پتروشیمی که می توان از آنها به عنوان گروه بزرگی از مشتقات نفت و گاز طبیعی که برای اهداف شیمیایی مختلفی مورد استفاده قرار می گیرند در نظر گرفت، ضرورتی اجتناب ناپذیر است چرا که مراکز پتروشیمی در حال افزایش تولید روز افزون موادی مانند کربن مونواکسید، هیدروژن، گازهای سنتز، مواد شیمیایی ای مانند اتیلن و مشتقات آن، بنزن و تولوئن می باشند.
تصفیه فاضلاب صنایع پتروشیمی در پالایشگاه ها فرآیند بسیار پیچیده ای می باشد که با چالش های زیست محیطی فراوانی مواجه است؛ چرا که محصولات جانبی تولید شده در آن می توانند فرار و سمی باشند. اکثر فاضلاب های حاصل از صنایع پتروشیمیایی، پیش از تخلیه به محیط و برای حذف مشتقات نفتی و سایر آلاینده های موجود، نیازمند ترکیبی از روش های مختلف تصفیه میباشند. مشکلاتی از قبیل آلودگی آب های زیرزمینی، وجود هیدروکربن های آروماتیک، نفت و روغن، حذف چربی و مواد آلی و کنترل VOC از مهم ترین مسائلی می باشند که در تصفیه فاضلاب صنایع پتروشیمی برای رضایت مشتری و رعایت استانداردهای زیست محیطی باید به آنها پرداخته شود.
جدول زیر میزان رشد و هزینه های مربوط به تجهیزات مورد استفاده این صنایع برای تصفیه آب و تصفیه فاضلاب صنایع پتروشیمی در ایالات متحده را نشان می دهد:
یک روش متداول تصفیه ممکن است شامل خنثی سازی، انعقاد/ لخته سازی، شناورسازی /تهنشینی /فیلتراسیون، زلال سازی و تجزیه بیولوژیکی (مانند فیلتر چکنده، تصفیه بی هوازی، لاگون های هوادهی، تماس دهنده بیولوژیکی چرخان و لجن فعال). استفاده از یک مرحله نهایی برای زلال سازی با استفاده از فیلتراسیون، ازن زنی، کربن فعال یا تصفیه شیمیایی نیز ممکن است نیاز باشد.
با توجه به تغییرات گسترده ی قوانین زیست محیطی و سختگیرانه تر شدن آنها، درک و مهیا نمودن الزامات مورد نیاز برای صاحبان این صنایع از اهمیت ویژه ای برخوردار است. امروزه با توجه به وضع همین قوانین سختگیرانه، صاحبان صنایع مختلف به خصوص صنایع پتروشیمیایی، آگاهی بیشتری نسبت به نوع فاضلاب تولیدی، نحوه ی دفع و تخلیه آن و روش های مناسب برای تصفیه و دستیابی به استانداردهای تعیین شده، کسب نموده اند.
فرایند تصفیه فاضلاب صنایع پتروشیمی
فاضلاب صنایع پتروشیمی ممکن است حاوی مقادیر زیادی روغن و چربی آزاد و امولسیون باشد. سیستم های مخصوص و پکیج تصفیه فاضلاب صنایع پتروشیمی شرکت تصفیه هوشمند آویسا با توجه به خصوصیات فاضلاب موجود و نیازهای کارفرما اقدام به حذف جامدات معلق، فلزات محلول، هیدروکربن های موجود، TSS، چربی و روغن نموده و با استفاده مناسب از مواد شیمیایی مورد نیاز و تزریق هوا، لجن موجود را جدا، معلق و حذف می کند.
در برخی موارد ممکن است لجن نیاز به فرآیندهای بیشتری برای آبگیری داشته باشد. در مواردی که نفت جدا شده از فاضلاب کیفیت لازم را داشته باشد می توان آن را مجدداً به پالایشگاه بازگردانده و استفاده نمود.
برخی ویژگی ها و مزایای سیستم های تصفیه فاضلاب صنایع پتروشیمی که توسط این شرکت ارائه می گردد:
حذف تا 9/99 درصدی TSS، چربی و روغن
حذف تا 75 درصد بار BOD
تضمین دستیابی به استانداردهای محیط زیست
پیش آماده بودن سیستم و کاهش زمان نصب و هزینه های مربوط به آن
توانایی استفاده مجدد از فاضلاب تصفیه شده
راهبری ساده به دلیل هوشمند بودن سیستم و استفاده از PLC
تکنولوژی های جدید برای تصفیه فاضلاب صنایع پتروشیمی
مواد پتروشیمیایی دسته از مواد شیمیایی ای می باشند که از نفت استخراج شده و این محصولات شامل مواد شیمیایی آلی و غیرآلی می باشند. در صنایع پتروشیمیایی فاضلاب میتواند شامل مقادیر بسیار زیادی از نفت باشد که در طول فرآیندهای مختلف وارد جریان فاضلاب شدهاند. این مبحث مربوط به آخرین دستاوردها و توانایی ها در زمینه ی تصفیه فاضلاب های صنایع پتروشیمیایی می باشد.
در ادامه به بررسی سرفصل های زیر خواهیم پرداخت:
فرآیندهای کنونی مورد استفاده برای تصفیه فاضلاب در صنایع پتروشیمی
تکنولوژی های جدید برای تصفیه فاضلاب صنایع پتروشیمی
تصفیه فاضلاب پتروشیمی با استفاده از فناوری های الکتروشیمیایی پاک
تجزیه بیولوژیکی بهبود یافته فاضلاب صنایع پتروشیمی با استفاده از ازن زنی و سیستم تصفیه پیشرفته Bac
حذف سولفید از فاضلاب صنایع پتروشیمی با استفاده از خودپروردگی دینیتریفیکاسیون
بررسی نحوه ی کارکرد تصفیه بی هوازی برای فاضلاب های شیمیایی و پتروشیمیایی
کنترل زمان بهینه بر اساس مشاهدات حاصل از یک سیستم بی هوازی SBR برای تصفیه فاضلاب های شیمیایی و پتروشیمی
استفاده از تالاب ها برای تصفیه فاضلاب صنایع پتروشیمی
فرآیندهای کنونی مورد استفاده برای تصفیه فاضلاب در صنایع پتروشیمی
روش های تصفیه مورد استفاده کنونی شامل مجموعه ای می باشد که اجازه می دهد جریان های مختلف به طور جداگانه و از مسیرهای متفاوت جمع آوری و تصفیه شوند. بسته به میزان تصفیه (مورد نیاز)، مراحل زیر صورت می گیرد:
تصفیه اولیه (API/CPI/PPIseparator، مخازن بافر، گاززدایی آب ترش)
تصفیه ثانویه (انعقاد لخته سازی – شناورسازی، تصفیه بیولوژیکی)
یک تصفیه خانه ی فاضلاب صنایع پتروشیمیایی معمولاً دارای یک جریان ورودی می باشد که سیستم را تغذیه می کند. پس از جداسازی مواد جامد توسط تجهیزات مکانیکی، مراحل بعدی شامل فرآیندهای خودکار شناورسازی و مکش نفت و انتقال نفت به مخزن ذخیره نفت می باشد. آبی که نفت از آن جدا شده است وارد یک سیستم بی هوازی می گردد و در آنجا توسط میکروارگانیسم ها و در نبود هوا تصفیه می شود.
آب تصفیه شده وارد مرحله تصفیه هوازی گشته و در آنجا توسط حباب های هوا، هوادهی می گردد. لخته های تشکیل شده، در داخل مخزن ته نشینی که به آنها مخازن ته نشینی ثانویه می گویند، جمع آوری می شوند. لخته ها به قدری بزرگ هستند که به صورت لجن در کف مخازن زلالسازی، ته نشین شوند. لجن خارج شده نیز آبگیری و فشرده می گردد. لجن آبگیری شده می تواند دفع، خشک یا سوزانده شود. جریان تصفیه شده نیز که دارای کیفیت مناسبی می باشد برای استفاده مجدد از سیستم خارج میشود.
یک تصفیه خانه فاضلاب کامل، دارای تجهیزاتی برای تصفیه هوا و بو و دفع لجن نیز می باشد.
تکنولوژی های جدید برای تصفیه فاضلاب صنایع پتروشیمی
تصفیه فاضلاب پتروشیمی با استفاده از فناوری های الکتروشیمیایی پاک
حذف اکسیژن شیمیایی مورد نیاز (COD)، کدروت، فنل، هیدروکربن و چربی از فاضلاب پتروشیمیایی (PCWW) به صورت عملی و توسط شناورسازی الکتریکی (EF) و منعقدسازی الکتریکی (EC) صورت پذیرفته است. در واحد EF یک آند گرافیتی و یک صفحه مشبک استیل (توری) به عنوان کاتد مورد استفاده قرار گرفته اند. در واحد EC نیز آهن و آلومینیم به طور همزمان به عنوان الکترودهای متناوب مورد استفاده قرار گرفته اند.
ولتاژ راکتور 12 ولت بوده و تراکم جریان نیز از 5 تا 15 میلی آمپر متغیر می باشد. مدت زمان ماند در سیستم EF بین 2 تا 20 دقیقه و در واحد EC بین 1 تا 10 دقیقه است. نتایج نشان دهنده ی آن بود که سیستم EC نسبت به سیستم EF بازدهی بهتری در حذف آلاینده های موجود در فاضلاب صنایع پتروشیمیایی داشته است. میزان حذف کدروت در فرآیند تصفیه فاضلاب صنایع پتروشیمی برای EF در حدود 83 درصد و برای EC در حدود 88 درصد می باشد. همچنین در این نمونه ی عملی میزان حذف فنل، هیدروکربن و چربی توسط EC در شرایط مختلف با زمان های ماند و تراکم جریان متفاوت بوسیله الکترودهای آهنی و آلومینیومی مورد بررسی قرار گرفت.
تجزیه بیولوژیکی بهبود یافته فاضلاب صنایع پتروشیمی با استفاده از ازن زنی و سیستم تصفیه پیشرفته BAC
مشخصات مرتبط با تجزیه یا تبدیل ترکیبات مقاوم در برابر تجزیه زیستی و رشد بیوفیلم، بر روی فاضلابی حاوی فنول، بنزوئیک اسید، اسید آمینو بنزوئیک و فاضلاب صنعتی پتروشیمی حاوی اکریلونیتریل بوتادین استایرن (ABS)، در ابعاد آزمایشگاهی، توسط پیش ازن زنی و فرایند تصفیه پیشرفته بستر بیولوژیکی بالا رونده کربن فعال (BAC) مورد بررسی قرار گرفت. زمان واکنش بهینه و مقدار ازن مناسب در فرآیند پیش ازن زنی برای تبدیل ترکیبات مقاوم در برابر تجزیه زیستی به ترتیب 30 دقیقه و O3/hr 100 – 200 اندازه گیری شد.
پس از انجام 30 دقیقه فرآیند پیش ازن زنی، مقدار BOD/COD در جریان ورودی و خروجی از 20 به 35 درصد افزایش یافت. این در حالیست که تغییر pH در پیش ازن زنی نا محسوس بود. مقدار بهینه جریان ورودی فاضلاب و هوا نیز در داخل راکتور فرآیند تصفیه پیشرفته بستر بیولوژیکی بالا رونده BAC به ترتیب l/h 1/6 و nl/min 120 – 150 تنظیم گردید. همچنین می توان با استفاده ازبارگذاری بار آلی ای در حدود Kg-COD/m3day 3/2 – 6/3 و (Kg-COD/m3day 0/6 – 1/6 به همراه HRT به اندازه 6 ساعت، به عنوان سیستم تصفیه ثانویه و تکمیلی، به ترتیب با راندمان حذف COD در بازه ی 95 – 85 درصد و 90 – 70 درصد مورد استفاده قرار داد.
زمان مورد نیاز برای بستر BAC که توسط بازسازی حرارتی باسازی می گردد 4 تا 5 برابر زمان بازسازی مورد نیاز برای برای سیستم GAC می باشد. در نتیجه افزایش توانایی حذف COD توسط بیوفیلم تنها به دلیل افزایش توانایی حذف COD توسط باکتری های متداول نبوده و تغییر و جایگزینی گونه های مختلف باکتری ها در اکوسیستم بیوفیلم نیز تاثیر به سزایی در این افزایش داشته اند.
حذف سولفید از فاضلاب صنایع پتروشیمیایی با استفاده از خودپروردگی دینیتریفیکاسیون
روش جایگزین برای حذف بیولوژیکی هیدروژن سولفید از فاضلاب فرآورده های نفتی، استفاده از خودپروردگی دینیتریفیکاسیون در یک تصفیه خانه ی چند مرحله ای می باشد. یک نمونه تصفیه خانه ی آزمایشی توسط موارد زیر تغذیه شد:
فاضلاب اصلی یک پالایشگاه نفت، جریان خروجی مرحله نیتریفیکاسیون یک تصفیه خانه و سولفید به شکل Na2S.
تبدیل سولفید سدیم به سولفات اکسیداسیون شده توسط نیترات به عنوان گیرنده ی نهایی الکترون بسیار موفق آمیز بود چرا که تمام سولفید با غلظتی در حدود mg S2-/L 110 به SO42- تبدیل شد. با کامل شدن دنیتریفیکاسیون، غلظت S2- در داخل راکتور جریان خروجی کمتر از mg/L 0/1 شد. نوسانات غلظت S2- در جریان ورودی، بدون هیچ گونه مشکلی قابل تحمل میباشد چرا که سولفید انباشته شده در خروجی مرحله ی دینیتریفیکاسیون توسط مرحله ی بعدی که یک فرآیند تصفیه لجن فعال می باشد، به صورت هوازی اکسید خواهد شد.
به دلیل حصول نتایج مورد انتظار، این روش جایگزین در تصفیه خانه های تصفیه فاضلاب پالایشگاه ها مورد استفاده قرار گرفت. بنابراین اکنون حذف کامل H2S با ترکیبی از روش بیولوژیکی پیشنهاد شده و سنتز توسط CO2 تکمیل گردیده است (این کار موجب کاهش 70 درصدی هزینه ها می گردد).
بررسی نحوه ی کارکرد تصفیه بی هوازی برای فاضلاب های شیمیایی و پتروشیمی
در طول 20 سال گذشته فرآیند هضم بی هوازی به دلیل هزینه های پایین آن به روش معمول و محبوبی در تصفیه فاضلاب تبدیل شده است. امروزه این تکنولوژی با 1330 راکتور ساخته شده در سراسر جهان به بلوغ نسبتاً کاملی رسیده است. با این حال تا همین اواخر اغلب استفادهی این روش مربوط به تصفیه فاضلاب صنایع بوده است. استفاده از هاضم های بیهوازی به طور گسترده و برای تصفیه ی فاضلاب سایر صنایع در 10 سال گذشته رونق یافته است. در طول دهه های 1970 و 1980 فاضلاب صنایع شیمیایی و پتروشیمیایی در مقابل تصفیه توسط هاضم های بی هوازی مقاومت می کردند و استفاده از این روش کارآیی چندانی نداشت.
اما شرایط از اوایل دهه 1990 تغییر کرد و امروزه حداقل 80 تصفیه خانه از هاضمها برای تصفیه این فاضلاب ها استفاده می کنند. با این وجود، پیش از تبدیل شدن هاضم ها به روشی متعارف و پربازده برای این صنایع، نیاز به اصلاحات فراوانی می باشد. از طرفی، این روش می تواند نقص ها و نقاط ضعف روش های هوازی را پوشش دهد و مشکلات مربوط به تصفیه فاضلاب این بخش از صنعت را برطرف نماید.
کنترل زمان بهینه بر اساس مشاهدات حاصل از یک سیستم بی هوازی SBR برای تصفیه فاضلاب های شیمیایی و پتروشیمیایی
این تحقیق بر اساس استراتژی کنترل زمان بهینه برای یک راکتور هوازی ناپیوسته با استفاده از تکنیک های تنفسی برای تصفیه فاضلابی با غلظت بالای مواد سمی که در برخی صنایع شیمیایی و پتروشیمیایی وجود دارد، انجام شده است. این استراتژی کنترلی با تنظیم میزان جریان ورودی و تامین غلظت بهینه مواد به صورت ثابت در راکتور موجب کاهش زمان واکنش می گردد. از آنجایی که این روش نیازمند پایش مداوم مقادیر غیرقابل اندازه گیری است، از یک Extended Kalman Filter به عنوان ناظر غیر خطی استفاده می شود. راه اندازی آزمایشی برای یک بیوراکتور آزمایشگاهی 7 لیتری صورت گرفت که از آن برای تصفیه فاضلابی با غلظت بالای کلروفنل استفاده می شد.
کنترلر شامل یک رایانه شخصی به همراه ابزار سخت افزاری دریافت کننده اطلاعات، نرم افزارهای زمان واقعی، پمپ ها و یک اکسیژن سنج الکترونیکی بود. سه آزمایش صورت پذیرفت: یکی برای به دست آوردن پارامترها و تنظیم دستگاه ها، دیگری برای سنجیدن استراژی زمان بهینه و آخرین مورد برای ارزیابی عملکرد سیستم تمام خودکار زمان بهینه. در صورت کالیبره نمودن مناسب، ناظر تخمین های مناسبی به دست خواهد آورد و کنترل کننده همان طور که انتظار می رود در مقایسه با عملکرد معمول سیستم های SBR موجب کاهش زمان واکنش و افزایش بازدهی کلی بیوراکتور خواهد شد.
استفاده از تالاب ها برای تصفیه فاضلاب صنایع پتروشیمی
با وجود آنکه استفاده از روش تصفیه توسط تالاب ها برای فاضلاب هایی مانند فاضلاب شهری، آب های سطحی و آب زهکشی اسیدی برای معادن عملکرد خوبی داشته است با این حال استفاده از این روش برای تصفیه فاضلاب صنایع گوناگون و کشاورزی توسعه چندانی نداشته است. در حال حاضر چندین پروژه ی استفاده از تالاب ها در مقیاس وسیع برای پالایشگاه های نفت وجود دارد و مطالعات آزمایشگاهی وسیعی برای استفاده از تالاب های در ایستگاه های پمپاژ، سایتهای استخراج نفت و گاز و پالایشگاه ها انجام شده است. در این مطالعات مواردی مانند نحوه ی عملکرد تالاب ها بر روی اکسیژن شیمیایی مورد نیاز، اکسیژن بیوشیمیایی مورد نیاز، مواد آلی، فلزات، سمیت، جامدات معلق، نیتروژن و فسفر مورد بررسی قرار گرفته است و نتایج حاکی از آن است که تمامی این آلاینده ها با استفاده از تالاب ها به صورت مطمئنی قابل حذف می باشند.
حذف آلاینده ها با استفاده از این روش به شدت وابسته به میزان بار هیدرولیکی و غلظت فاضلاب ورودی بوده و عواملی مانند عمق آب و راندمان هیدرولیکی تاثیر نسبتا کمتری خواهند داشت. در اکثر موارد، داده های حاصل از مطالعات صورت گرفته بر روی تالاب های مورد استفاده در صنایع نفتی حاکی از آن است که تالاب ها بازدهی مساوی و یا حتی بیشتری در حذف آلاینده های این صنایع در مقایسه با سایر فاضلاب ها دارا می باشند. با این حال مطالعات بر روی این روش و خصوصیات فاضلاب این صنایع همچنان ادامه دارد تا تخمین های دقیق تر و محافظه کارانه تری برای استفاده از این روش در این صنایع صورت پذیرد.