مقدمه
فرآیند تثبیت تماسی اولین بار در سال 1951 توسط اولریچ و اسمیت معرفی گردید. ایده ی اصلی این فرآیند از مطالعه بر روی فرآیند لجن فعال و مشاهده حذف بخش عمده ای از مواد آلی محلول موجود در فاضلاب با اعمال هوادهی مجدد برای مدت زمان کوتاه، ایجاد گشت. در فرآیند تثبیت تماسی، فاضلاب ورودی به سیستم با فاضلاب برگشتی که برای مدت کوتاهی (30 دقیقه تا 2 ساعت) مجددا هوادهی شده است، مخلوط می شود.
سپس مواد جامد موجود در لجن از بخش مایع جدا شده و لجن تغلیظ شده پیش از اختلاط با فاضلاب ورودی مجددا هوادهی میگردد. مدت زمان هوادهی در بخش تماس باید به قدری باشد که غلظت مواد آلی محلول موجود به مقدار از پیش تعیین شده برای جریان خروجی کاهش یابد. با این حال در بخش تماس، مواد کلوئیدی نامحلول و مواد مغذی نیز در لخته های لجن فعال وجود دارند که توسط زلال ساز نهایی از سیستم حذف می شوند.
لجن برای مدت زمان 2 تا 4 ساعت در مخزن هوادهی مجدد یا تثبیت، هوادهی می شود. در بسیاری از تصفیه خانه ها، قسمت های تماس و تثبیت به صورت فیزیکی از یکدیگر مجزا نشده اند لذا محاسبه زمان دقیق برای تثبیت و تماس در این موارد بسیار دشوار است.
فرآیند تثبیت تماسی
هدف اصلی استفاده از این روش، بهره گیری از خواص جذبی موجود در فرآیندهای لجن فعال می باشد. حذف BOD در فرآیندهای لجن فعال (ASP) در دو فاز اتفاق می افتد، فاز اول جذب و فاز دوم اکسیداسیون است. فاز جذب معمولا چیزی بین 30 تا 40 دقیقه زمان می برد و در طول آن بخش عمده ای از جامدات معلق کلوئیدی کوچک و مواد آلی محلول توسط لجن فعال جذب می شوند. بعد از این مرحله، اکسیداسیون مواد آلی انجام می شود. در روش تثبیت تماسی این دو فاز از یکدیگر جدا شده و در دو مخزن مجزا انجام می شوند.
فاضلاب ته نشین شده با لجن فعالی که مجددا هوادهی شده است مخلوط گشته و در مخزن تماس برای مدت 30 تا 90 دقیقه هوادهی می گردد. در طول این مدت مواد آلی، جذب لخته های لجن خواهند شد. این لجن که مواد آلی را به خود جذب نموده است در مخزن ته نشینی (SST) از فاضلاب جدا میشود. بخشی از لجن به منظور تامین غلظت مورد نیاز برای جامدات معلق فرار مایع مخلوط (MLVSS) در مخزن هوادهی از سیستم دفع می گردند. لجن برگشتی پیش از وارد شدن به مخزن هوادهی، برای مدت 3 تا 6 ساعت در داخل مخزن هوادهی لجن برای اکسید نمودن مواد آلی جذب شده و تولید انرژی و سلول های جدید، هوادهی می شوند.
حجم هوادهی مورد نیاز در این فرآیند تقریبا در حدود 50 درصد مقدار مورد نیاز در فرآیندهای معمول لجن فعال است، بنابراین می توان ظرفیت سیستم های لجن فعال را با تبدیل نمودن آنها به واحدهای تثبیت تماسی افزایش داد. برای انجام این نیاز به اعمال برخی تغییرات جزئی در سیستم لوله کشی و هوادهی سیستم قدیمی می باشد. روش تثبیت تماسی یکی از فرآیندهای مناسب و پربازده برای تصفیه فاضلاب های شهری می باشد، با این حال استفاده از این روش برای تصفیه فاضلاب های صنعتی به خصوص در مواردی که بخش عمده ی مواد آلی موجود در فاضلاب به صورت محلول باشند، دارای محدودیت هایی است.
اغلب تصفیه خانه های در حال کار را می توان با اعمال برخی تغییرات در سیستم لوله کشی و جداسازی مخزن هوادهی (بخش بخش نمودن آن) به سیستم های تثبیت تماسی تبدیل نمود، این کار موجب افزایش ظرفیت تصفیه خانه می گردد. همانطور که گفته شد عمده ترین کاربرد این روش برای تصفیه فاضلاب شهری (بهداشتی انسانی) می باشد، چرا که مواد آلی موجود در این دسته از فاضلاب ها غالبا به صورت کلوئیدی هستند. این روش کارآیی چندانی برای تصفیه فاضلاب هایی با مواد آلی کاملا محلول ندارد.

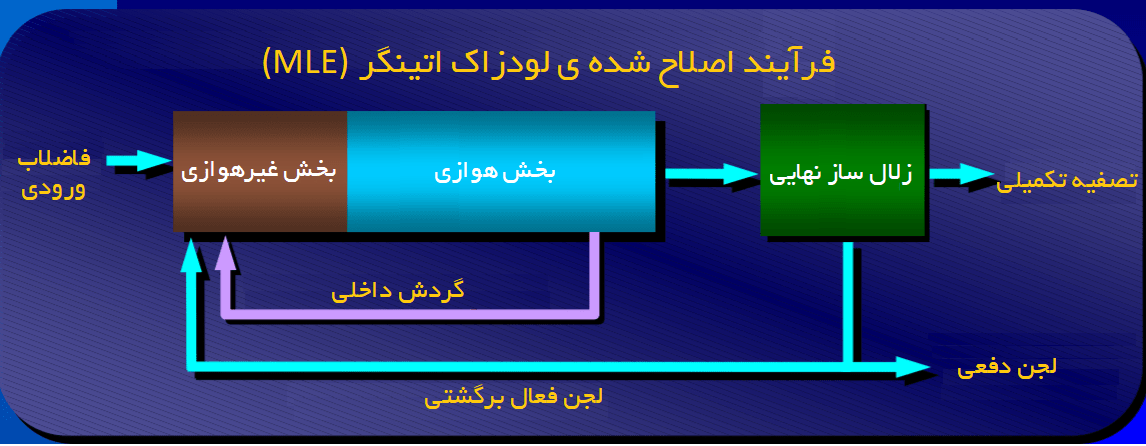
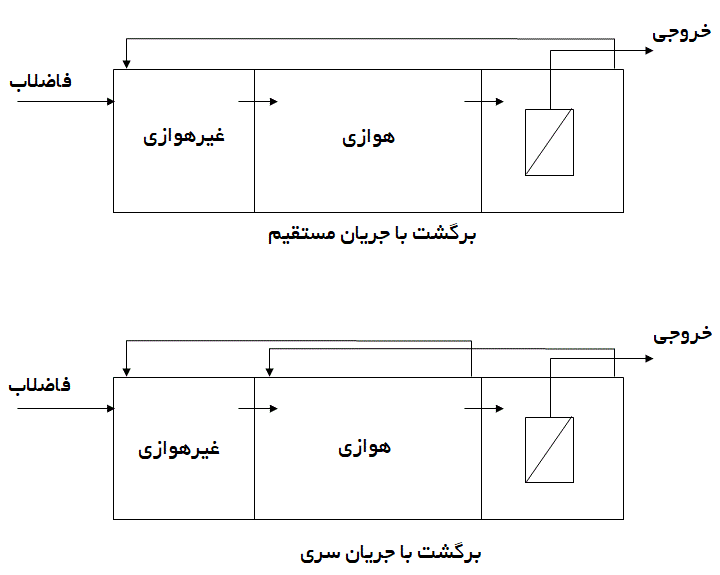
اصول مورد استفاده در روش تثبیت تماسی بر مبنای کاهش حجم مخزن هوادهی با حفظ حجم لجن می باشد. برای این منظور معمولا یک مخزن هوادهی را مانند شکل زیر در مسیر جریان لجن برگشتی قرار می دهند.
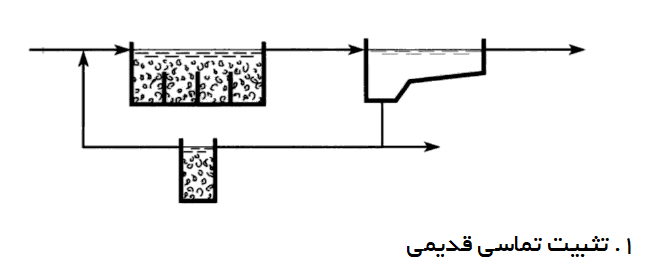
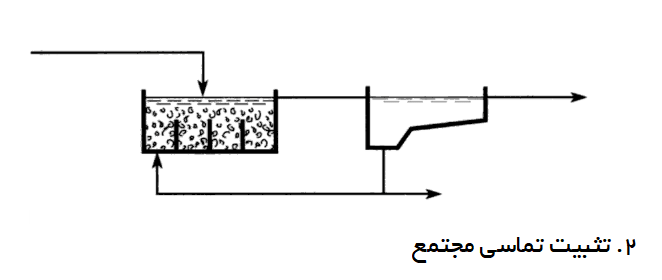
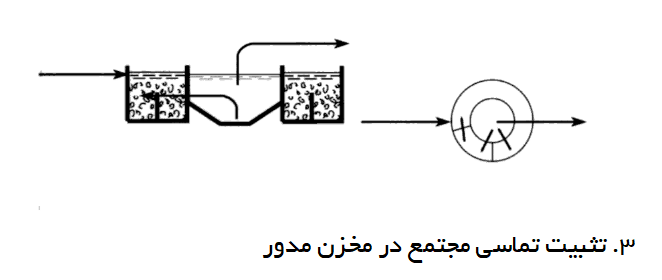
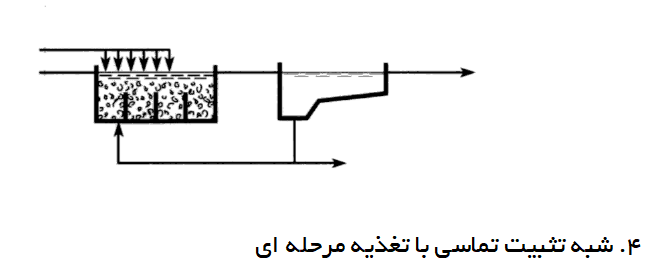
شکل های 1، 2 و 3 تقریبا یکسان هستند و شکل 4 تلفیقی از روش تثبیت تماسی با یک سیستم تصفیه متداول لجن فعال می باشد. اصلی ترین تاثیر طراحی سیستم های تصفیه با استفاده از این روش، تثبیت متناظر لجن با مقداری می باشد که در مخازن بزرگتر با استفاده از فرآیند لجن فعال صورت می گیرد. مدت زمان ماند جریان اصلی فاضلاب در مخزن هوادهی در این روش 30 تا 60 دقیقه می باشد. بازدهی فرآیند تصفیه در روش تثبیت تماسی برای حذف مواد آلی، اندکی کمتر از فرآیند لجن است، با این حال بازدهی فرآیندهای نیتریفیکاسیون در این روش بسیار کمتر از فرآیند لجن فعال می باشد.
سیستم های لجن فعال فرآیندهای هوازی رشد معلقی می باشند که با استفاده از واکنش های مربوط به سوخت و ساز میکروارگانیسم ها، مواد آلی زیست تخریب پذیر موجود در فاضلاب و هم چنین بخش خاصی از مواد معدنی را به توده های سلولی جدید و محصولات جانبی تبدیل میکنند. این فرآیندها به دلیل بازدهی نسبتا بالا، انعطاف در عملکرد و حذف احتمالی مواد مغذی کاربرد گسترده ای در تصفیه فاضلاب های شهری و صنعتی داشته اند.
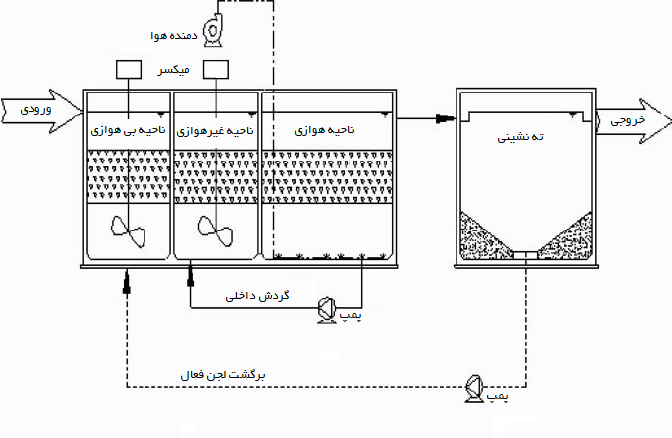
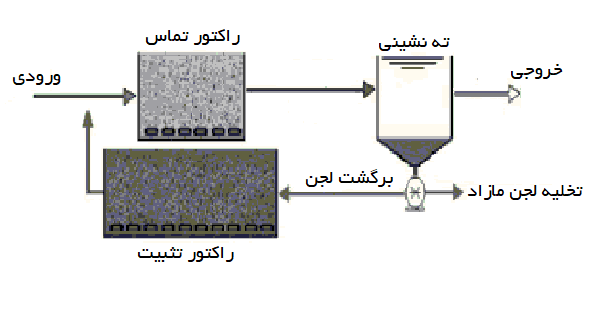
تثبیت تماسی به عنوان نمونه ای اصلاح شده از فرآیند لجن فعال، شامل دو راکتور هوادهی (راکتور تماس [CR] و راکتور تثبیت [SR]) می باشد که توسط یک مخزن ته نشینی جدا شدهاند. جریان فاضلاب وارد راکتور CR می شود، این اتفاق در حالتی رخ می دهد که زیست توده های موجود در این جریان در شرایط گرسنگی بوده همین امر موجب جذب راحت مواد محلول توسط این زیست توده ها می گردد.
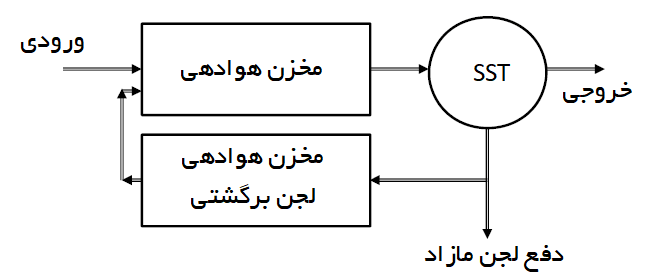
مایع مخلوط خروجی از راکتور CR، ته نشین شده و زیست توده ها تغلیظ می گردند. سپس زیست توده ها به راکتور SR فرستاده می شوند که در آنجا مواد کلوئیدی جدا شده از فاضلاب (در راکتور CR) تثبیت می گردند. زیست توده های تثبیت شده توسط جریان برگشتی زیست توده ها، به راکتور CR برگشت داده می شوند. شکل زیر، نمایی شماتیک از یک سیستم تثبیت تماسی را نشان می دهد.

پارامترهای اصلی برای طراحی و عملکرد سیستم های لجن فعال شامل زمان ماند هیدرولیکی (HRT)، میزان برگشت لجن (r)، زمان ماند لجن (SRT)، جامدات معلق فرار مایع مخلوط (MLVSS)، بار حجمی مواد آلی (VOL)، نسبت مواد مغذی و میکروارگانیسم (F/M)، خواص تهنشینی لجن (شاخص حجمی لجن [SVI])، خصوصیات لخته ها و غلظت اکسیژن محلول (DO) می باشد.
مدت زمان ماند هیدرولیکی (HRT) را می توان مهم ترین پارامتر موجود در سیستم های لجن فعال در نظر گرفت چرا که این عامل به صورت ضمنی بر روی مقدار مجاز بار آلی و حجم راکتور تاثیر گذار است. هم چنین این عامل هزینه های مربوط به پیاده سازی، بهره برداری و نگهداری از سیستم را نیز تحت تاثیر خود قرار می دهد. در راکتور تماس (CR) مدت زمان ماند هیدرولیکی (HRT) بین 30 تا 90 دقیقه بوده و در راکتور تثبیت (SR) این زمان با توجه به مقدار جریان برگشتی تعیین شده و می تواند بین 2 تا 6 ساعت باشد.
پارامترهای VOL و F/M نشان دهنده ی بار آلی اعمال شده به سیستم با توجه به حجم راکتور و زیست توده های فعال می باشند. F/M می تواند باعث بوجود آمدن شرایطی گردد که موجب افزایش میکروارگانیسم های رشته ای شده و بر روی خصوصیات ته نشینی لجن تاثیر بگذارد (موجب تشکیل کف قهوه ای در مخزن هوادهی و افت کیفیت جریان خروجی گردد).
پارامتر SRT مورد استفاده برای طراحی و عملکرد سیستم، مهم ترین عامل برای حفظ غلظت MLVSS است چرا که این پارامتر تاثیر شدیدی بر روی تکمیل فرآیندهای بیوشیمیایی داشته و با میزان سرعت رشد میکروارگانیسم ها ارتباط دارد، زیرا در این زمان تنها میکروارگانیسمهایی که توانایی تکثیر داشته باشند زنده مانده و سیستم را غنی نگه می دارند. هم چنین طبق تحقیقات گسترده ی صورت گرفته است، SRT می تواند بر روی ساختار لخته ها و خصوصیات ته نشینی لجن تاثیرگذار باشد.
پارامتر MLVSS نشان دهنده ی مقدار زیست توده ی موجود در سیستم می باشد. مقدار معمول این شاخص در سیستم های لجن فعال بین mg/L 5000 – 500 بوده و غلظت پیشنهادی برای سیستم های تثبیت بین mg/L 3000 – 1000 در CR و بین mg/L 10000 – 4000 در SR است.
شکست زیست توده ها در CR، توزیع کسر لجن نامیده می شود (یک پارامتر) و مقدار پیشنهادی برای آن بین 0/1 تا 0/3 می باشد. پارامتر بعدی SVI می باشد که نشان دهنده ی راندمان جداسازی زیست توده های مایع مخلوط است. تحقیقات نشان می دهد خصوصیات ته نشینی لجن تشکیل شده در طول فرآیند لجن فعال، برای زلال سازی پساب خروجی از اهمیت ویژه ای برخوردار است. بالا بودن بیش از حد شاخص SVI موجب بروز پدیده ی بالکینگ لجن (Sludge Bulking) و مشکلات مربوط به تشکیل کف می شود که بر روی کیفیت پساب خروجی تاثیر گذار است.
میزان غلظت مواد جامد در مخزن ته نشینی ثانویه بر روی غلظت جامدات لجن برگشتی تاثیر گذار است. در صورتی که لجن غلیظ باشد، میزان نیاز به برگشت جریان برای تضمین مقدار MLVSS در SR، کمتر می شود، که این عامل نیز توسط SRT تحت تاثیر قرار می گیرد.
غلظت اکسیژن محلول (DO) یکی از مهم ترین عوامل برای تکمیل فرآیندهای موجود در سیستمهای لجن فعال است. نیاز اصلی به اکسیژن توسط اکسیداسیون مواد آلی و آمونیاک بوسیله میکروارگانسیم های هتروتروفیک و اتوتروفیک اندازه گیری می شود. مقدار کم DO بر روی خصوصیات لجن ته نشین شده، فعالیت و سوخت ساز میکروارگانیسم ها تاثیر گذار بوده و همین امر می تواند موجب حذف ناقص مواد و کاهش کیفیت پساب خروجی گردد.
مطالعات جدی بر روی این روش (تثبیت تماسی) از سال 1972 آغاز شد و بین سال های 1975 تا 1980 گوجر و جنکینز به همراه همکاران خود با ارائه مدل های سینتیکی برای حذف نیتروژن و نیتریفیکاسیون به این نکته پی بردند که این سیستم ها برای حذف مواد آلی بسیار مناسب هستند و راندمانی در حدود 80 درصد دارا می باشند. تاثیرگذارترین پارامترها در این سیستم ها شامل HRT، SRT و r می باشند.