مروری کلی بر فرآیندهای LE و MLE (لودزاک – اتینگر و لودزاک اتینگر اصلاح شده)

تاریخچه ی فرآیندهای LE و MLE – در سال 1962، لودزاک و اتینگر پیشنهاد افزودن بخشی از واحد غیرهوازی را به ابتدای سیستم های هوازی متعارف برای استفاده از زیربخش های زیست تخریب پذیر آنی (RBCOD) به منظور دی نیتریفیکاسیون، را ارائه نمودند. در اوایل دهه 70 جیمز برنارد، ایده ی افزودن مایع مخلوط برگشتی برای بازگرداندن نیترات به بخش غیرهوازی را مطرح نمود و این فرآیند را نمونه ی اصلاح شده ی فرآیند لودزاک – اتینگر یا MLE نامید. از فرآیند MLE به عنوان اولین فرآیند تصفیه فاضلاب لجن فعال که موفق به حذف نیتروژن شده است، یاد می گردد.
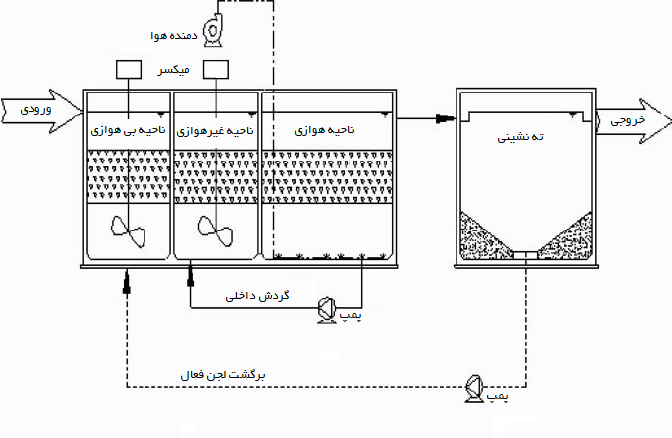
فرآیند MLE (برخلاف فرآیندهای پیش از خود مانند LE و Wurhman) در دستیابی به راندمانی مناسب از حذف نیتروژن با تامین تمام نیازمندی های نیتریفیکاسیون و دی نیتریفیکاسیون موفق ظاهر گردید. قسمت غیرهوازی نیاز به شرایطی دارد که عاری از اکسیژن محلول باشد، اما برای تامین انرژی نیاز به ترکیبات کربن آلی (اهدا کنندگان الکترون)، وجود نیترات (گیرندگان الکترون) و توده های بیولوژیکی (باکتری های دی نیتریفیکاسیون) برای دینیتریفیکاسیون مناسب دارد.
از نکات مهم در این دسته از فرآیندها می توان به سن لجن بالا برای تسهیل نیتریفیکاسیون و همچنین مناسب بودن اندازه ی مخزن هوازی برای اطمینان از کافی بودن زمان ماند هوازی برای تطبیق عملیات در دماهای پایین اشاره نمود.
عملکرد بهینه این سیستم در TKN/COD بیشتر از 1/0 بوده و راندمان نهایی نیز وابسته به عواملی متعددی از جمله مقدار دبی جریان مایع مخلوط غیرهوازی برگشتی، که ممکن است بین 2 تا 6 برابر دبی جریان ورودی (برای دستیابی به دی نیتریفیکاسیون بهینه) باشد، است.
بالا بودن مقدار DO در چرخه ی مایع مخلوط غیرهوازی برگشتی تاثیر نامطلوبی بر روی فرآیند دی نیتریفیکاسیون دارد و همین مسئله ممکن است موجب محدود نمودن مقدار جریان چرخه مایع مخلوط غیرهوازی برگشتی و ظرفیت دی نیتریفیکاسیون گردد. به این ترتیب فرآیند به طور کامل نیتروژن زدایی نخواهد شد.
علاوه بر موارد بالا، میزان کارآیی دی نیتریفیکاسیون به ابعاد بخش غیرهوازی و مقدار نسبی ترکیبات محلول و نا محلول کربن آلی زیست تخریب پذیر موجود در جریان ورودی بستگی دارد. یکی از نکات مهم در جهت دستیابی به ظرفیت تعیین شده ی دی نیتریفیکاسیون در بخش غیرهوازی، کافی بودن مدت زمان ماند غیرهوازی می باشد. این مقدار با توجه به موارد ذکر شده می تواند متفاوت باشد اما معمولا بین 1 تا 3 ساعت است.
فرآیند دی نیتریفیکاسیون چیزی در حدود 57/4 میلی گرم از قلیاییت را به ازای هر میلی گرم از نیترات حذف شده برمی گرداند که به همین علت محیط پایدارتری را از لحاظ pH در مقایسه با فرآیندهای تماما هوازی ایجاد می کند. بسیاری از پیشرفت های حاصل شده بر روی فرآیندهای جدید و مدرن مانند Bardenpho، Phoredox، Johannesburg، UCT و سیستم اصلاح شده ی UCT بر مبنای همین فرآیند می باشد.
در سال های اخیر برخی تصفیه خانه های هوازی اقدام به بکارگیری بخش کوچکی از فرآیند غیرهوازی به عنوان واحد انتخاب کننده ی فرآیند غیرهوازی نموده اند. نقش این انتخابگر، بهبود روند رشد لخته سازها در محیط هایی با مقادیر بالای F/M و به حداقل رساندن رشد میکروارگانیسم های رشته ای با حذف RBCOD ورودی به منطقه هوازی می باشد.
فرآیند MLE به جهت تامین تمام نیازهای دی نیتریفیکاسیون و کنترل آن با استفاده از مایع مخلوط غیرهوازی برگشتی بسیار پربازده و موثر می باشد. مقدار بازدهی فرآیند دینیتریفیکاسیون به شدت تحت تاثیر اندازه ی حوضچه ی غیرهوازی، میزان TKN/COD، دبی جریان مایع مخلوط غیرهوازی برگشتی و غلظت اکسیژن محلول موجود در آن می باشد. بالا بودن مقدار DO در این جریان موجب محدود نمودن ظرفیت دی نیتریفیکاسیون و دبی خود جریان میگردد.
همانطور که گفته شد اصلی ترین استفاده ی فرآیند MLE، حذف مواد مغذی بیولوژیکی (BNR) می باشد (حذف نیتروژن به خصوص برای فرآیندهای MBR). اما در برخی مواقع منتقل شدن بیش از حد اکسیژن محلول (DO) به قسمت غیرهوازی موجب بروز اختلال در فرآیند دینیتریفیکاسیون می شود. این معضل زمانی پررنگ تر می شود که COD زیست تخریب پذیر موجود در فاضلاب کافی نباشد.
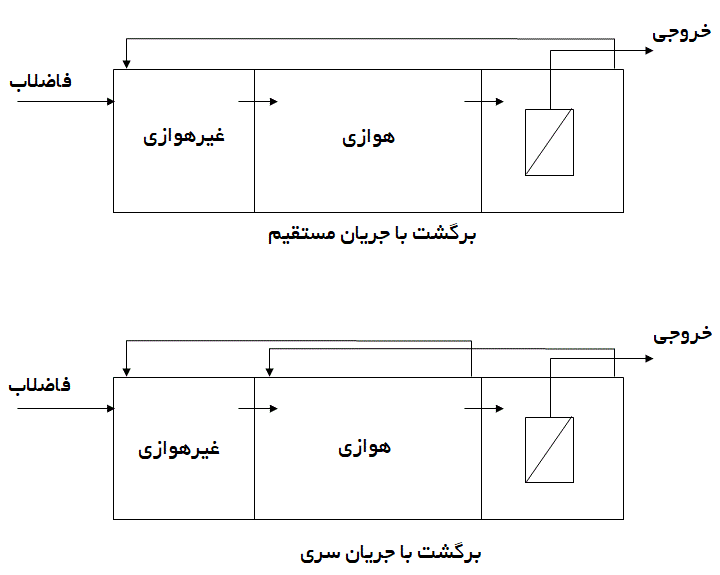
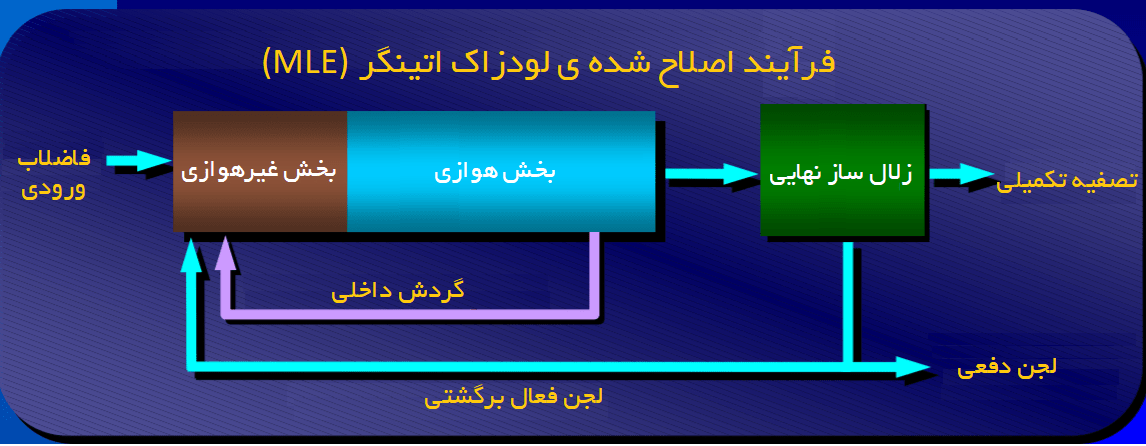
در راستای کاهش تاثیر این اکسیژن برگشتی، می توان از سیستم چرخش مایع مخلوط به صورت سری استفاده نمود (سیستم MLE اصلاح شده). در این حالت، مایع مخلوط موجود در مخزن تصفیه زلال ساز (ممبران در سیستم های MBR) به مخزن هوادهی برگشت داده شده و سپس وارد مخزن غیرهوازی می گردد. از آنجا که مقدار اکسیژن محلول موجود در مایع مخلوط در این حالت بسیار کمتر (حدود یک چهارم) می باشد، لذا میزان مصرف COD زیست تخریب پذیر در فاضلاب ورودی به شدت کاهش می یابد. اما ایراد اصلی استفاده از این روش (Cascade Recycle) در مقایسه با روش معمول (Direct Recycle) دشوار شدن تامین MLSS بالا در بخش غیرهوازی می باشد، چرا که در این حالت، مایع مخلوط منتقل شده به مخزن غیرهوازی MLSS کمتری خواهد داشت.
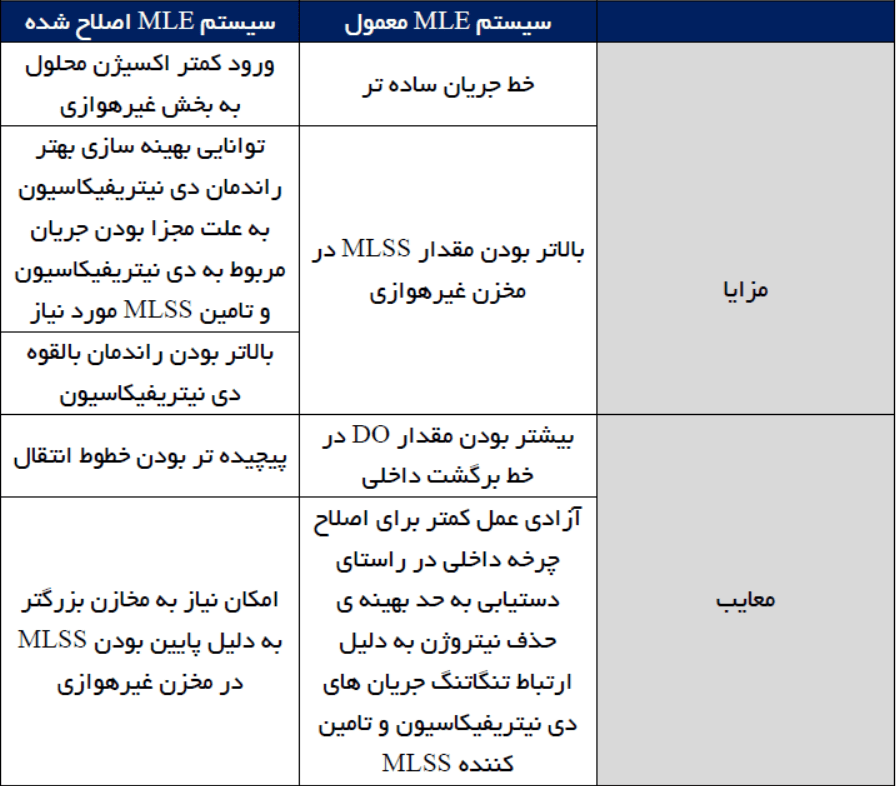
جدول زیر نشان دهنده ی برخی از مزایا و معایب هر کدام از فرآیندهای LE و MLE می باشد.